Alle lasers beschikken over drie sleutelelementen: een stralingsbron, een versterkingsmedium en een resonator. De stralingsbron maakt gebruik van extern toegevoerde energie om een versterkingsmedium in een geëxciteerde staat te brengen. Deze geëxciteerde staat van een laseractief medium wordt gekenmerkt door een zogenaamde bezettingsinversie, waardoor het medium licht door een fysiek proces kan versterken. Dit wordt aangeduid als gestimuleerde emissie en werd voor het eerst beschreven door Albert Einstein (LASER = "Light Amplification by Stimulated Emission of Radiation"). Bragg-vezelroosters binnen in de vezels werken als een spiegel rond het versterkingsmedium en vormen een optische resonator, die enerzijds optische energie opvangt om deze verder te versterken in het binnenste van de resonator, maar die ook de uitkoppeling mogelijk maakt van een bepaald deel van de optische energie in één richting met behulp van een gedeeltelijk transparante spiegel. Dit uitgekoppelde deel van de optische energie is de laserstraal, die voor verschillende doelen kan worden gebruikt.
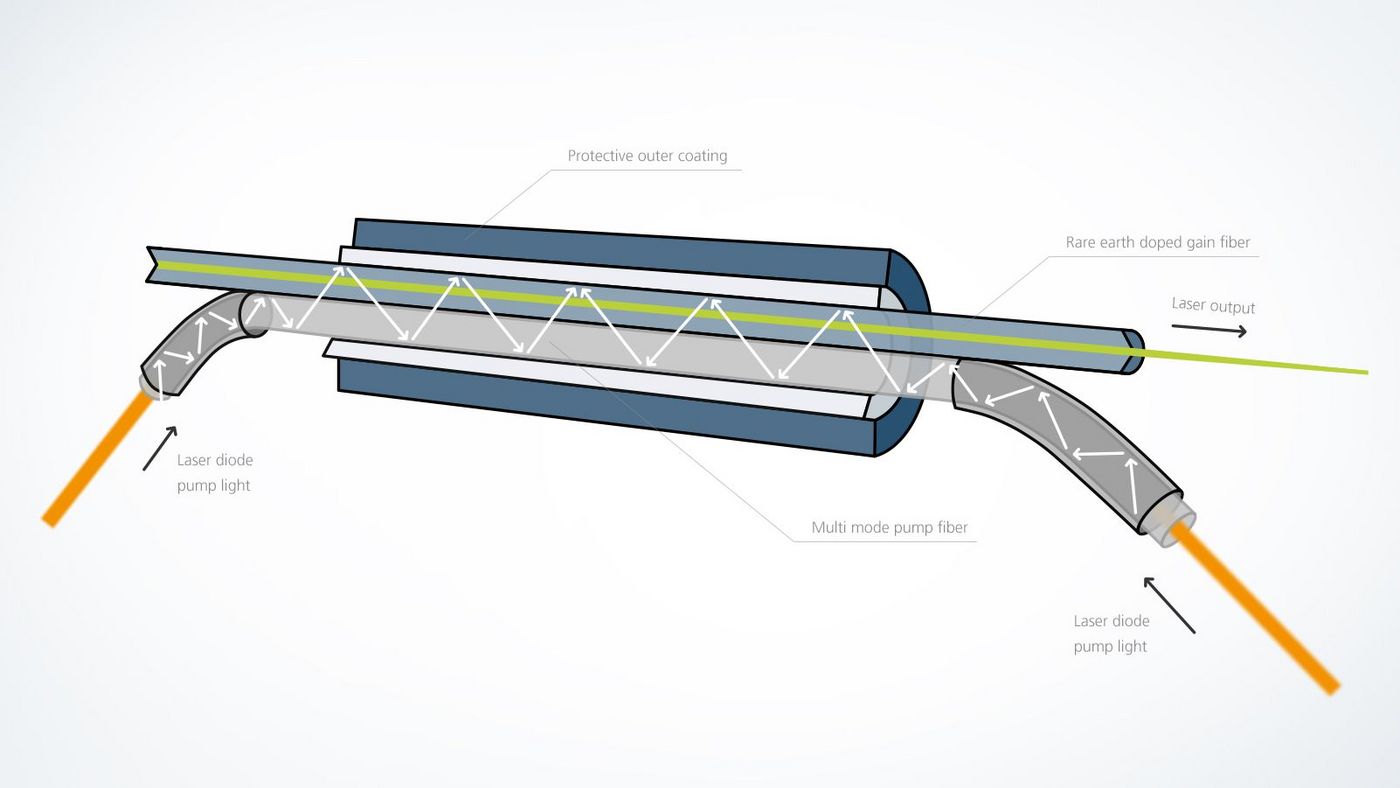
TRUMPF heeft een eigen schema voor inkoppeling van licht uit de pomplaserdioden in het laseractieve medium van de versterkingsvezel ontwikkeld. Bij dit met "GT-wave" aangeduide schema (zie afbeelding) wordt de pompvezel over de gehele lengte van meerdere meters met de versterkingsvezel in contact gehouden. Een deel van het pomplicht komt telkens binnen in de versterkingsvezel als de intern reflecterende stralen het grensvlak raken. Als deze stralen dan de met zeldzame aarde (ytterbium) gedoteerde kern doorkruisen, worden ze gedeeltelijk geabsorbeerd en exciteren ze het versterkingsmedium. Zo wordt over de volle lengte van de versterkingsvezel het gehele pomplicht gelijkmatig en continu geabsorbeerd. Een voordeel van dit schema is de eenvoudige schaalbaarheid voor hogere laservermogens door extra pompmodules toe te voegen. Een ander voordeel van het schema is het voorkomen van "hot spots" op de eindvlakken van de versterkingsvezel zoals in gebruikelijke eindpompschema's en een gelijkmatig versterkingsprofiel door de depositie van de pompenergie over de lengte van de versterkingsvezel.
Een vezellaser is dus een lasertype dat van zeldzame aarden (erbium, thulium, ytterbium enz.) gedoteerde vezels als actief lasermedium gebruikt. Daardoor verschilt de vezellaser van andere op de markt verkrijgbare lasertypen, waarbij het actieve lasermedium een kristal (bijvoorbeeld schijflaser) of gas (bijvoorbeeld CO2-laser) vormt.
Vezellasers bieden absolute efficiëntie en sturen nauwkeurig snelheid en vermogen door de straallengte, duur, intensiteit en warmteafvoer te beheren.