Stabilność kąta widzenia
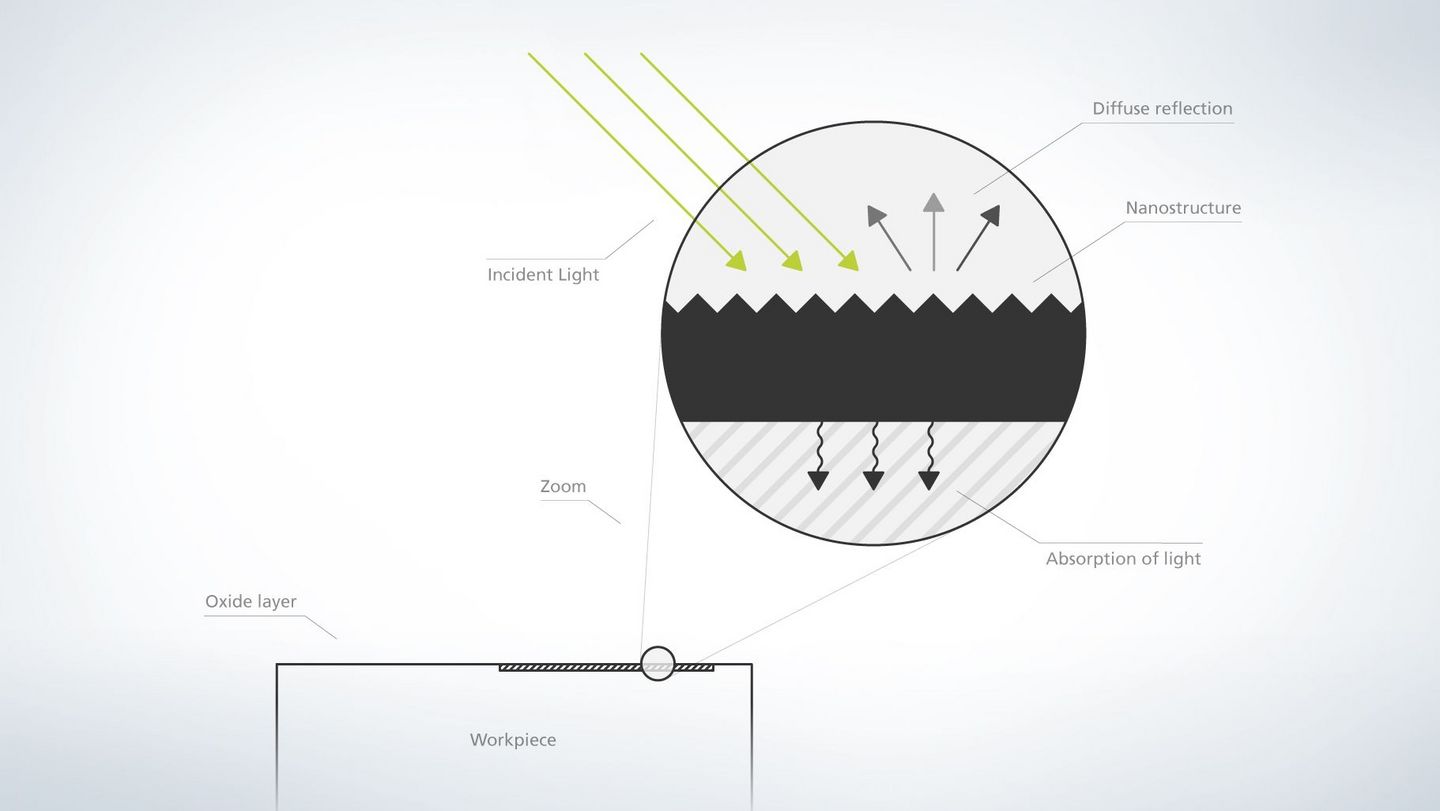
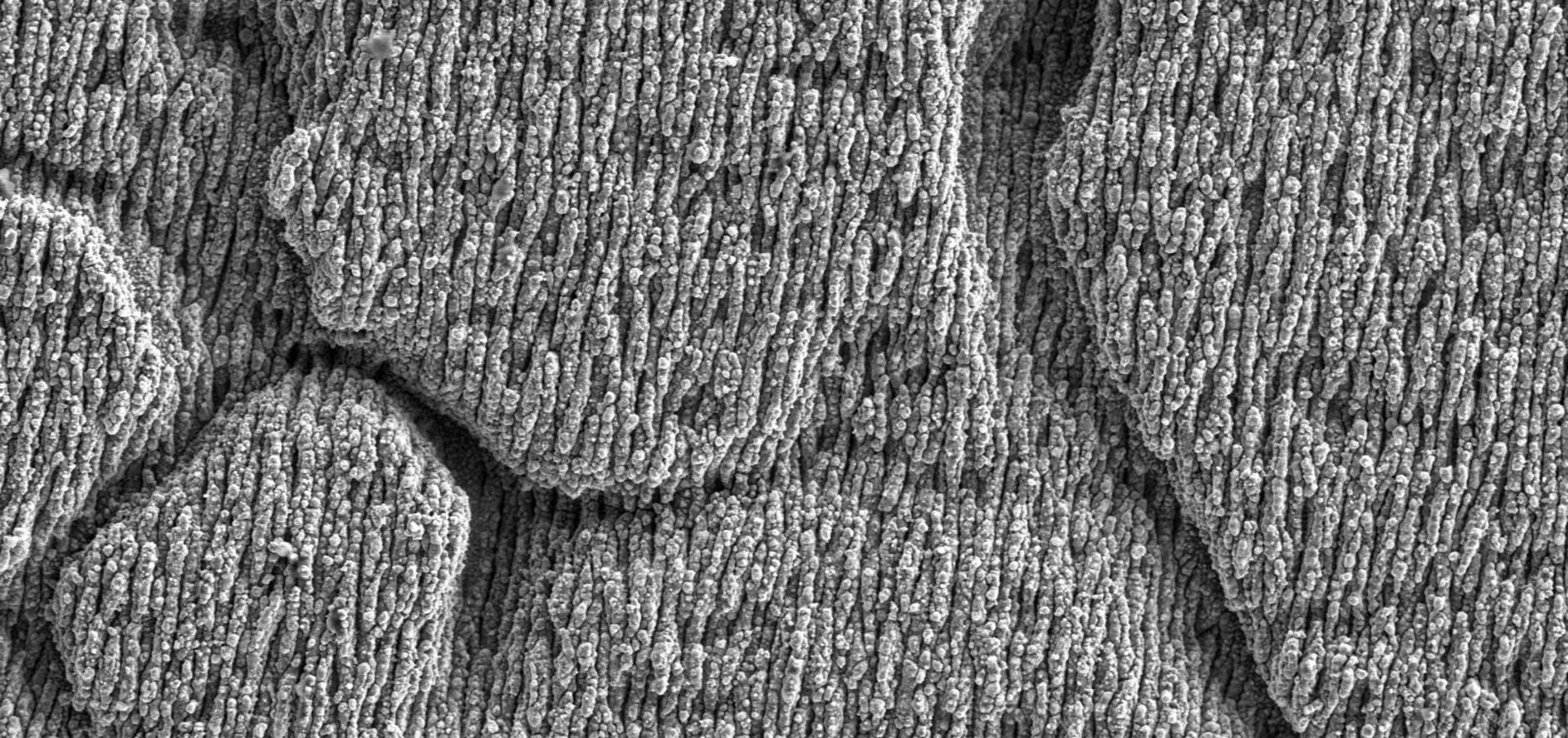
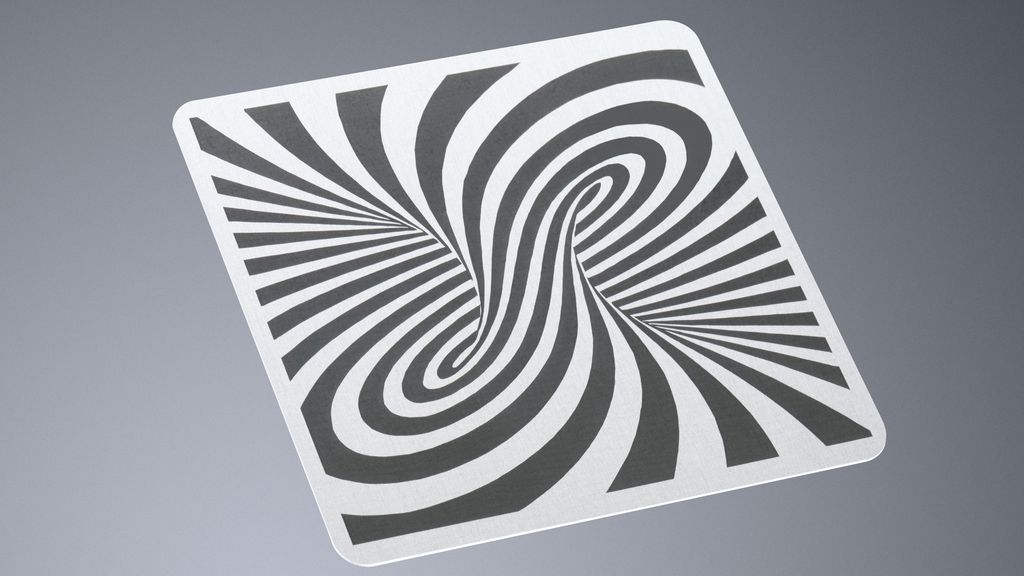
Zaletą procesu black marking jest tzw. stabilność kąta widzenia. Wysoki, stały kontrast pod wszystkimi kątami jest związany z występującymi cyklicznie nanostrukturami, które wielokrotnie odbijają i pochłaniają światło. Szczególnie w przemyśle zegarmistrzowskim i samochodowym, w których stosuje się wiele części widocznych, jest to oznaka jakości.