Metalworking specialists Keller Blechtechnik GmbH from the southwestern German town of Endingen prepared meticulously for their transition to laser welding. Owner Harald Keller and his team have been working with a robotic welding cell since spring 2013. “Our designs, which exploit the advantages of laser welding, are opening up undreamed-of possibilities for our customers. However, we have to persuade them of the benefits in small workshops and supply sample parts quickly as proof of concept. This hard work is paying off, and more and more customers are coming on board.”
Haimerl Lasertechnik from Leonberg, near Stuttgart, also turned laser welding into a success. Initially, owner Walter Haimerl used his beam source in a laser network, alternating between a punch/laser machine and a welding cell. But a mere six months later, the robotic welding cell was so busy that it made sense for it to have its own beam source.
Haimerl and Keller are in good company: laser welding is attracting a growing legion of fans. Among their number is Rinus van Heerde’s team at the Dutch kitchen manufacturer Groku Kampen, who weld sinks with stainless steel worktops in a tenth of the time it used to take them. Reinhard Aumayr, owner of the Austrian job shop LASER & more, even brought laser welding to the dizzying heights of the Burj Khalifa skyscraper in Dubai. His company’s super-straight three-and-a-half-meter laser weld seam made the building’s aluminum faςade elements up to 40 percent lighter than originally planned. Helmut Zapf, head of production at TRUMPF Medical Systems, has also been using two laser welding cells for years and benefiting from welding speeds up to 100 times faster than manual welding processes.
With results like that, it is truly remarkable that many sheet metal and steel processing companies primarily use arc welding (MIG, MAG, or TIG), an established joining technology that is significantly slower than laser welding and that has many drawbacks. For example, the heat generated by arc welding distorts the material, requiring extensive corrective work. And imprecisely executed seams inevitably need cost-intensive finishing, such as cleaning, polishing, etc. Laser welders do not have to bother with any of that – they just weld one perfect visible seam after another with minimum heat input.
Welding precision from the word go
The reticence of traditionalists is due to the challenges of laser welding. This applies less to the welding itself than to the entire sheet metal process chain. “Companies looking to exploit the potential of laser welding have to rethink their approach all the way back to the design stage. You need precision right from the start,” says Harald Keller. This is a view shared by Walter Haimerl: “It’s not enough to just buy a machine – you have to give yourself a start-up phase for testing and concentrate on building up the requisite know-how.” As well as design skills, this includes knowledge relating to fixture engineering, welding parameters, and robot control.
Workshops facilitate entry into world of laser welding
TRUMPF helps its customers come to grips with the new joining technology by offering customer-specific workshops that cover the entire process chain. Workshops or seminars on part design lay the foundation for designs that make the most of laser welding. On top of that, TRUMPF also provides support for its customers when it comes to fixture engineering. Because “zero gap” is the measure of all things in the world of laser welding, companies need practical knowledge about suitable clamping fixtures. Taking a specific component as an example, customized workshops show participants how to cost-effectively make stable fixtures using materials from their own sheet metal fabrication operations.
A further training module shows how to find the right parameters for the laser welding itself. TRUMPF expert Nikolaus Wagner explains: “The complexity of welding does not allow binding parameters such as those in the technology tables for 2D laser cutting. However, we’ve documented corridors and target values for a large number of applications, which give users very specific practical assistance and help them to achieve finished parts of the required quality in no time.”
Laser welding from batch size 1
Newcomers who have done their homework are ready for all challenges, even laser welding from batch size 1. Laser welding has the edge over other technologies particularly when seam quality has to meet the highest standards. The visible seams it executes on casings, furniture, kitchen furnishings, and control panels are of the highest optical quality and do not require any finishing. And because hardly any heat gets into the component when laser welding, there is no distortion. “Laser welding is also an answer to the requirements of lightweight construction, because it doesn’t require uniform sheet metal thickness, allowing designers to choose exactly the amount of material they need and no more,” points out TRUMPF expert Nikolaus Wagner.
These are all good reasons for taking the plunge and adopting laser welding, and they also put the high investment costs into perspective. In fact, the high initial expenditure is recouped pretty quickly. Users like Aumayr, Haimerl, and Keller show how it’s done. Cost savings of between 50 and 80 percent per part are possible, meaning that a laser welding cell such as the TruLaser Robot 5020 used at normal capacity pays off the initial investment in a surprisingly short period of time. And that is an argument fit to convince even the most cautious of financial controllers.
This article was first published in May 2014.

TRUMPF Medizin Systeme setzt in der OP-Tisch-Fertigung auf die Pluspunkte vom Laserschweißen.
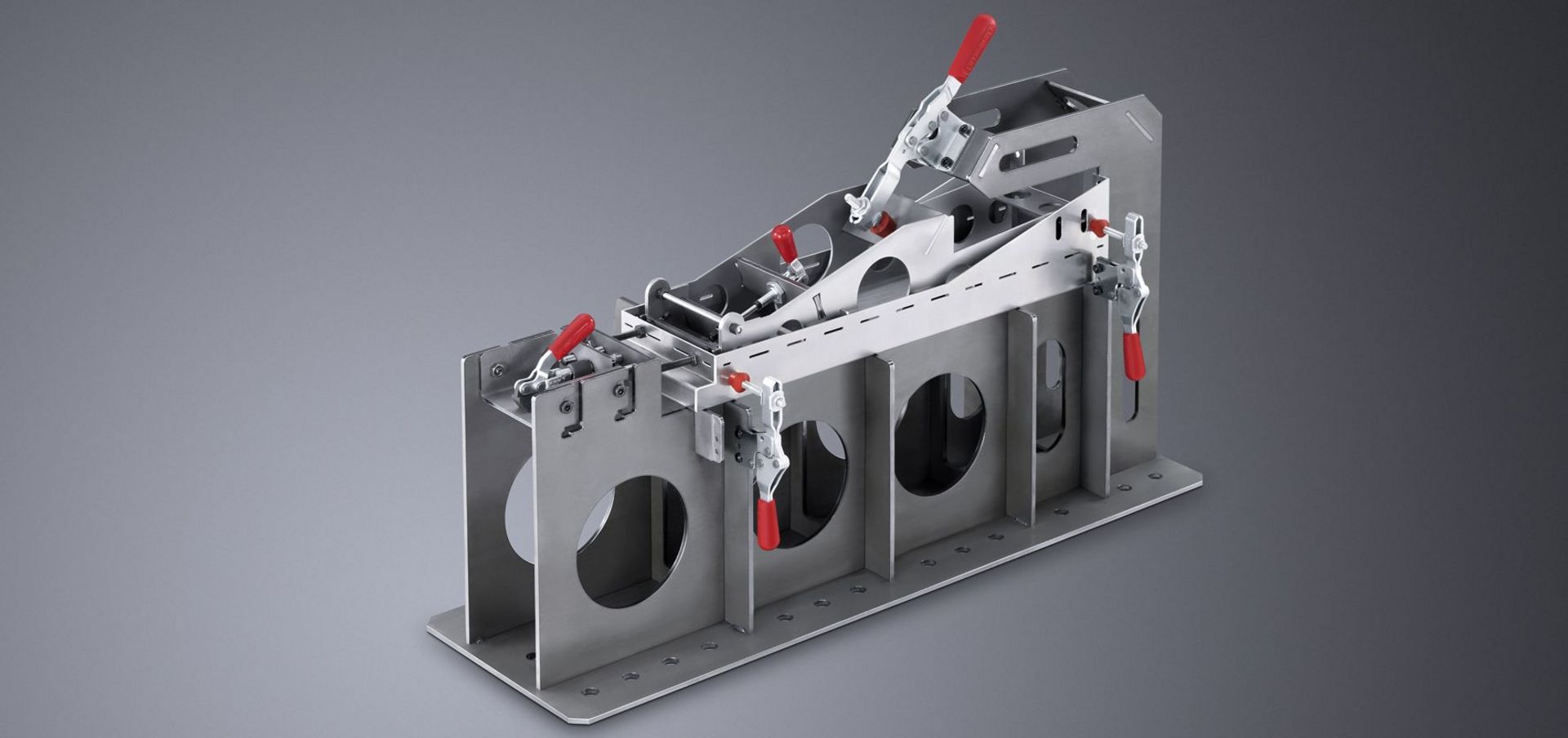
Weil beim Laserschweißen der „Null-Spalt“ das Maß der Dinge ist, braucht es praktisches Wissen um die passende Spannvorrichtung.

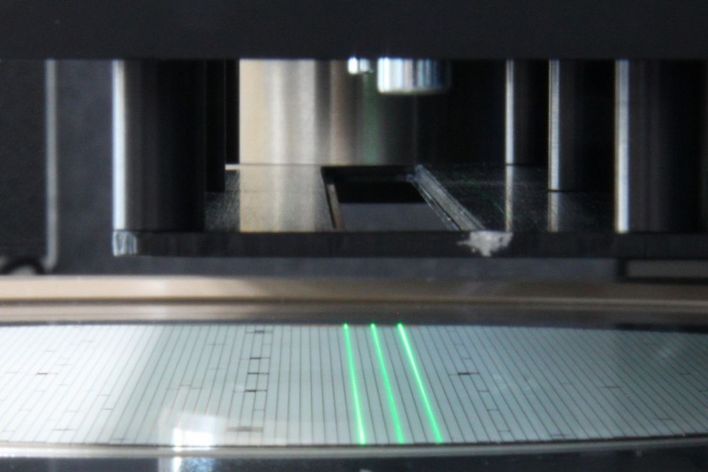
Besonders wenn höchste Ansprüche an die Qualität der Nähte gestellt werden, punktet das Laserschweißen.