Ark kaynağının (MIG-MAG kaynak) teknik esasları
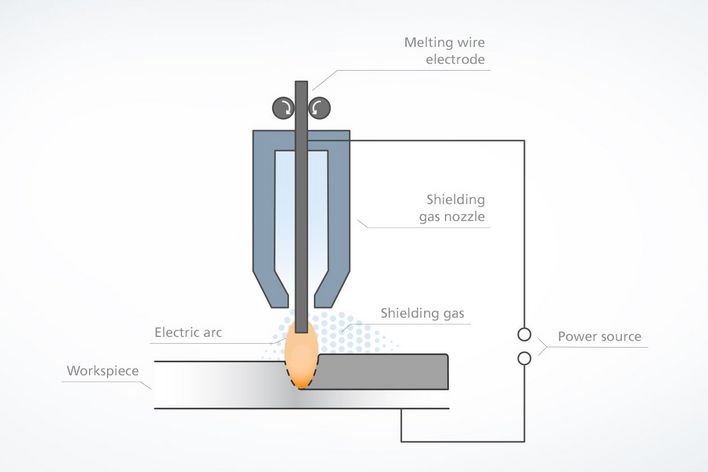
Ark kaynağında kaynak için gereken yüksek sıcaklık, elektrik akımı ile oluşturulur. Bunun için iş parçasına ve kaynak teline (elektrot), her iki kutup arasında bir arka oluşturacak gerilim verilir. Böylelikle iş parçasının bağlantı noktasında bir eriyik meydana gelir. MIG-MAG kaynakta kaynak teli sürekli erir ve itilir. Kaynak dikişinde oksitlenmeyi önlemek için ek olarak koruyucu gaz kullanılır. Bu nedenle bu ark kaynağı yöntemi, metalde koruyucu gaz kaynağı olarak da adlandırılır.