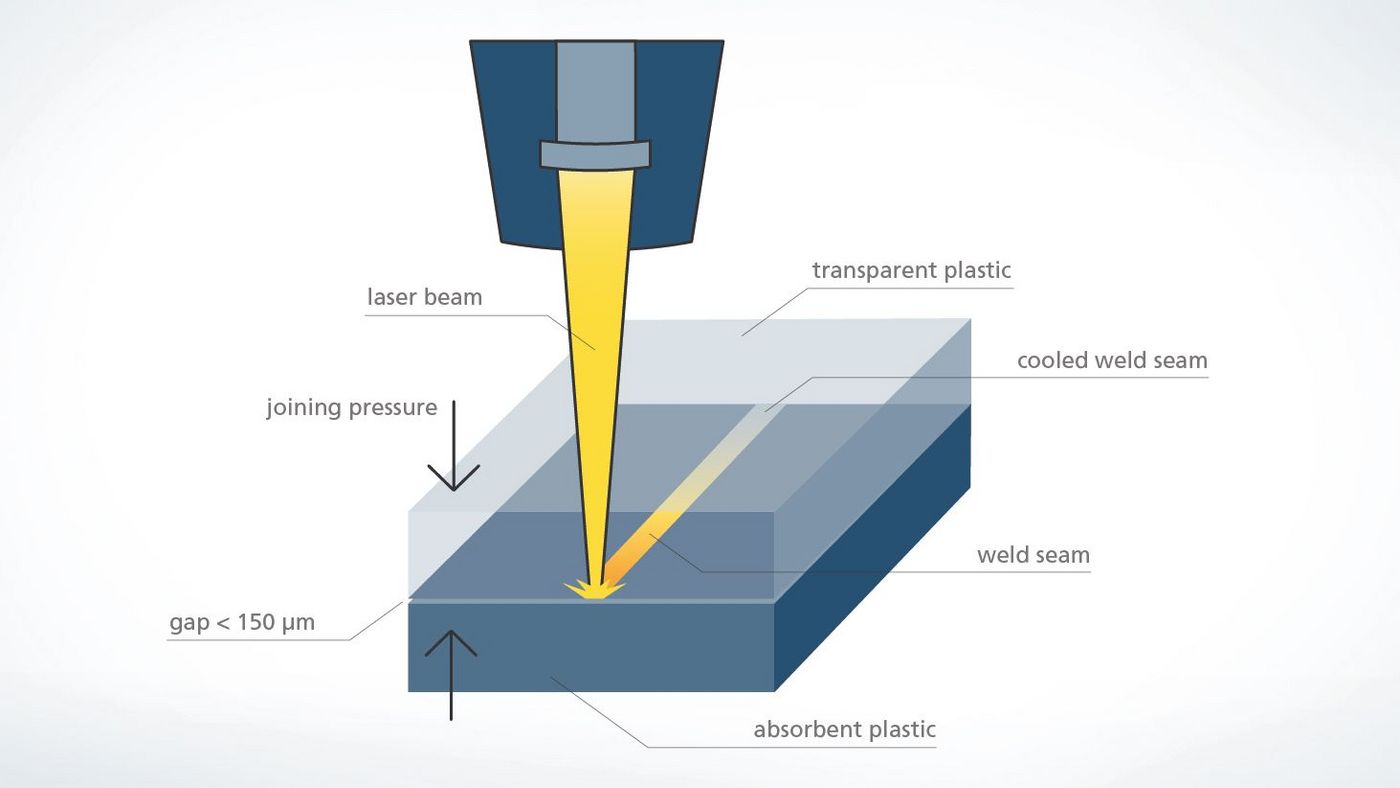
When laser welding plastics using the transmission welding method, two types of thermoplastics are joined with one another: the laser passes through the transparent mating part and the absorbing mating part is heated. The absorbing plastic melts the transparent joining area. The mating parts must be pressed together using a suitable fixture in order to ensure sufficient heat transfer. As far as possible, the gap should be smaller than 150 μm here. In order to ensure a permanent connection, the melted plastic must solidify completely. The fixture therefore continues to press the two mating parts together for a given holding time after the actual welding process.

Laser plastic welding
High-quality, reproducible and completely without solvents – laser-based joining of plastics has many advantages and replaces traditional processes in many industries such as adhesive bonding and ultrasound or vibration welding. When joining using a laser, the weld seam can also be adapted to new component geometries as desired. Since the heat input is severely limited locally, delicate electronic components are protected effectively, for example. A distinction is typically made between four versions of laser welding for plastics: contour welding, quasi-simultaneous welding, simultaneous welding and mask welding. When it comes to plastic welding, laser powers of up to approx. 300 watts are generally used.
High quality and reproducible
The weld seams are of a consistently high quality. The strength of the seams produced corresponds to that of the base material.
Flexible
The weld seam can be adapted to various component geometries as desired.
Residue free
Compared to adhesive bonding or vibration and ultrasound welding, no adhesive residues or plastic flakes are created when laser welding.
Gentle
The heat input is restricted locally and is gentle on delicate electronics.
Low noise and wear
Laser plastic welding is not just gentle for the material, but also for the environment.
How does laser plastic welding work?

The weldability of the various materials is shown in the material pairing matrix. Plastics of the same type have the highest level of connection stability after laser welding. If the plastic contains a high proportion of glass fibres, this may result in somewhat brittle welding connections. It is therefore recommended that a glass fibre content of 40% is not exceeded. A laser-transparent material with glass fibre should not be thicker than 2 mm.
Since many weldable thermoplastics only absorb a small proportion of the laser radiation from solid-state lasers, additives such as soot are added. The thermoplastics can therefore be melted and welded by the laser radiation. In order to ensure the reproducibility of the welding processes, a suitable receptacle also has to position components in a reproducible manner. The joining force is established by pressing the component against a conformal clamping device or a special glass. While exhibiting a high level mechanical stability, the glass has to let the laser light through.
The three laser transmission welding processes compared

Typical areas of application for laser plastic welding

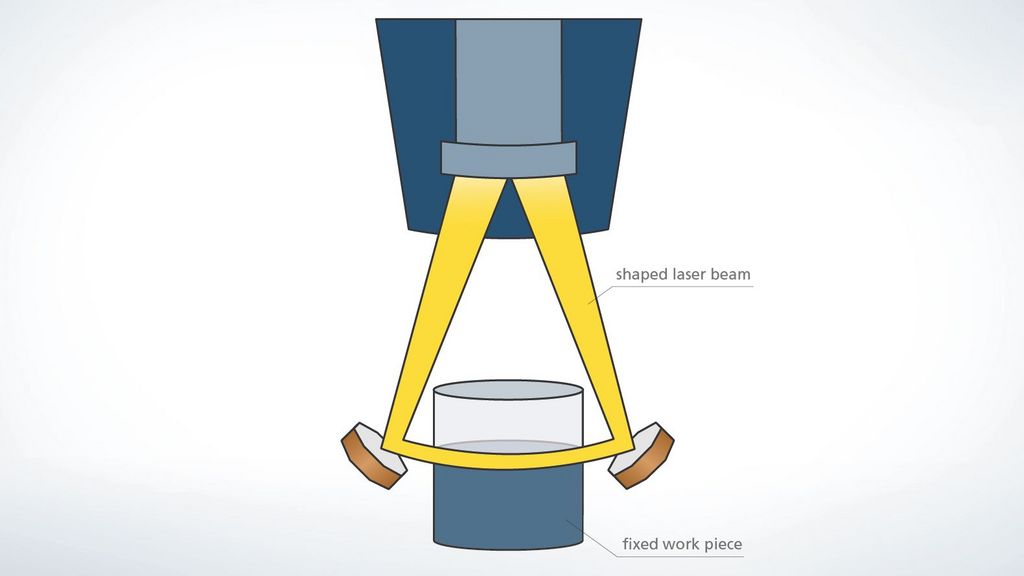
In contour welding, a rotationally symmetrical component is rotated under the fixed laser beam. In this manner, a tank cap can be welded, for example.

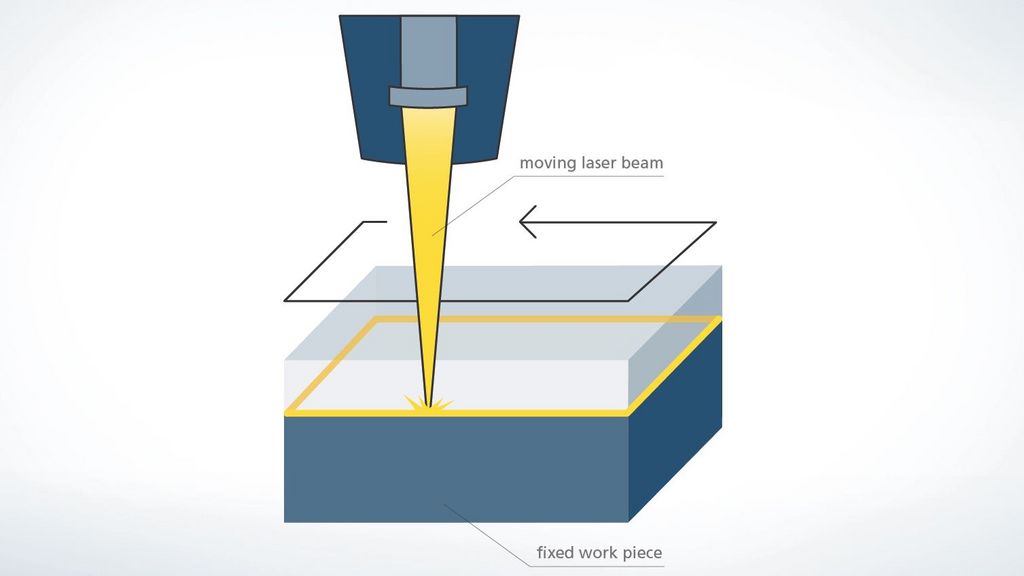
In the case of quasi-simultaneous welding, contours are travelled along in rapid succession with scanner optics. This therefore means that each point along the contour is heated at almost the same time.



Contact
