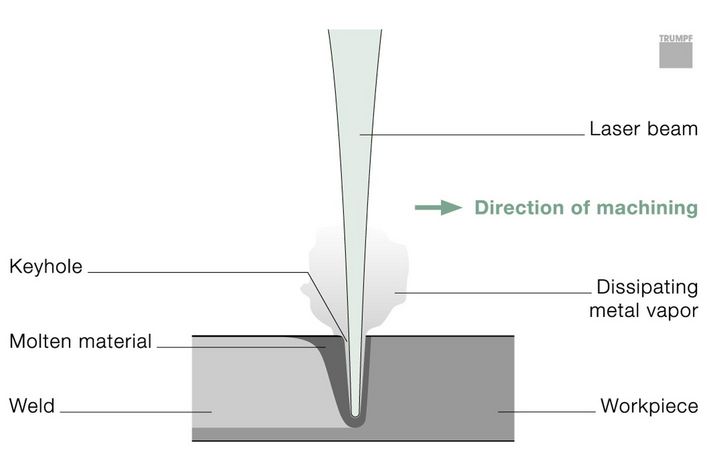
The dissipating vapor exerts pressure on the molten metal and partially displaces it. The material, meanwhile, continues to melt. The result is a deep, narrow, vapor-filled hole, or keyhole, which is surrounded by molten metal. As the laser beam advances along the weld joint, the keyhole moves with it through the workpiece. The molten metal flows around the keyhole and solidifies in its trail. This produces a deep, narrow weld with a uniform internal structure. The weld depth may be up to ten times greater than the weld width, reaching 25 millimeters. The laser beam is reflected multiple times on the walls of the keyhole. The molten material absorbs the laser beam almost completely, and the efficiency of the welding process rises. If CO2 lasers are used for welding, the vapor in the keyhole also absorbs laser light and is partially ionized. This results in the formation of plasma, which puts energy into the workpiece as well. As a result, deep penetration welding is distinguished by great efficiency and fast welding speeds. Thanks to the high speed, the heat-affected zone is small and distortion is minimal. This process is used in applications requiring deeper welds or where several layers of material have to be welded simultaneously.
Deep penetration welding
Deep penetration welding requires extremely high power densities of about 1 megawatt per square centimeter. In this process, the laser beam not only melts the metal, but also produces vapor.
Contact