Although the scientific basis for many of the fundamental principles of laser hardening was established years ago, industry has been slow to adopt the technique for applications other than the manufacturing of small parts. This is probably due to the previously high cost of laser sources and the complication of having to apply special coatings to the parts. But this almost forgotten technique was revived with the arrival of solid-state lasers and improved control systems, which enabled these hurdles to be overcome. As a result, the process and materials technology experts at Daimler AG in Stuttgart decided to study laser hardening as a possible technique for use in the manufacturing of a new engine component.
CAMTRONIC is an innovative engine management system implemented by Mercedes-Benz to respond to the demand for fuel-efficient, low-emission vehicles that nonetheless provide a high level of driving comfort. The two-stage valve-lift control system operates via a redesigned camshaft driven by an electronically controlled actuator that permits mechanical switching between two different load levels.
A tailor-made process
The CAMTRONIC intake camshaft is made up of several components. Two hollow-drilled shafts of equal size are mounted on the carrier shaft, and can be moved along the axis as desired. The Mercedes-Benz engineers refer to these as “cam pieces”. They take the form of a double-cam with two curved surfaces. The surface operating the valves via roller-type rocker arms is only half as wide as on a conventional cam, therefore the space requirement is the same.
To switch between the two engine operating modes, an actuator is used to slide the cam pieces one after another in an axial direction, so that the shaft engages with either the upper or lower cam piece, thus modifying the valve lift to the suit the requirements of full-load (upper cam piece) or partial-load (lower cam piece) operation. This solution makes it possible to achieve significant fuel savings, especially when driving in urban traffic. The whole process is synchronized with the engine speed, and takes place within one cam cycle without any discernable effect on the vehicle’s driving behavior.
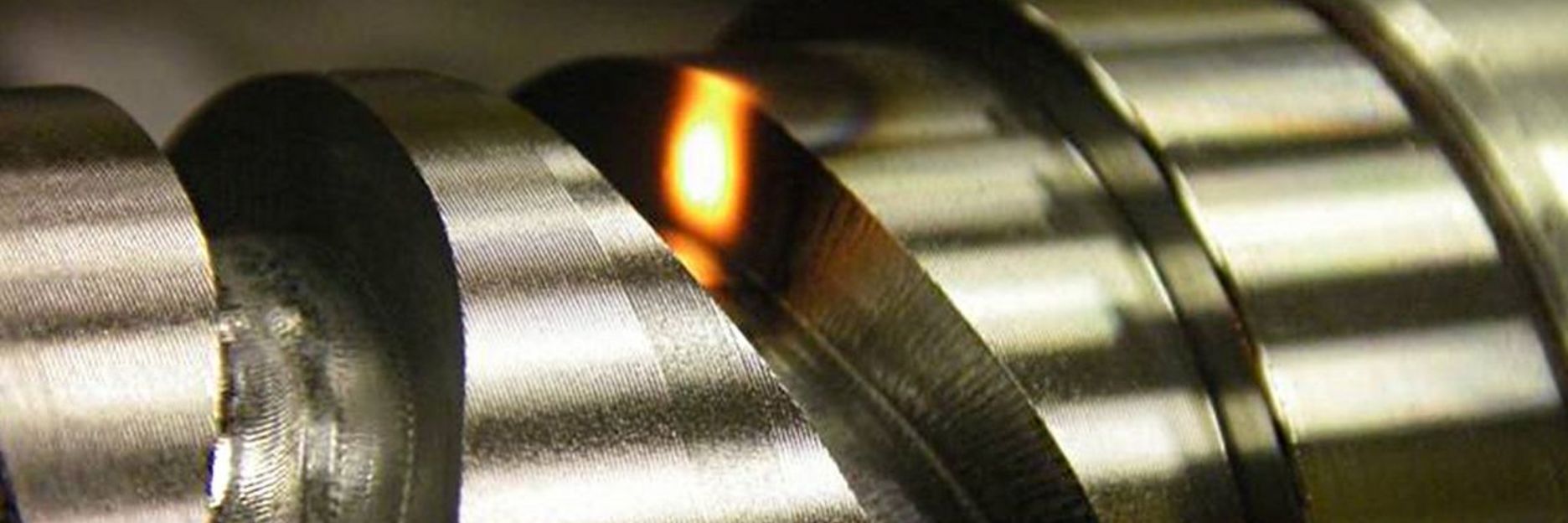
In numerous experiments, the experts worked out the best parameters for laser hardening at different points on the component’s surface.
Picture: Daimler AG

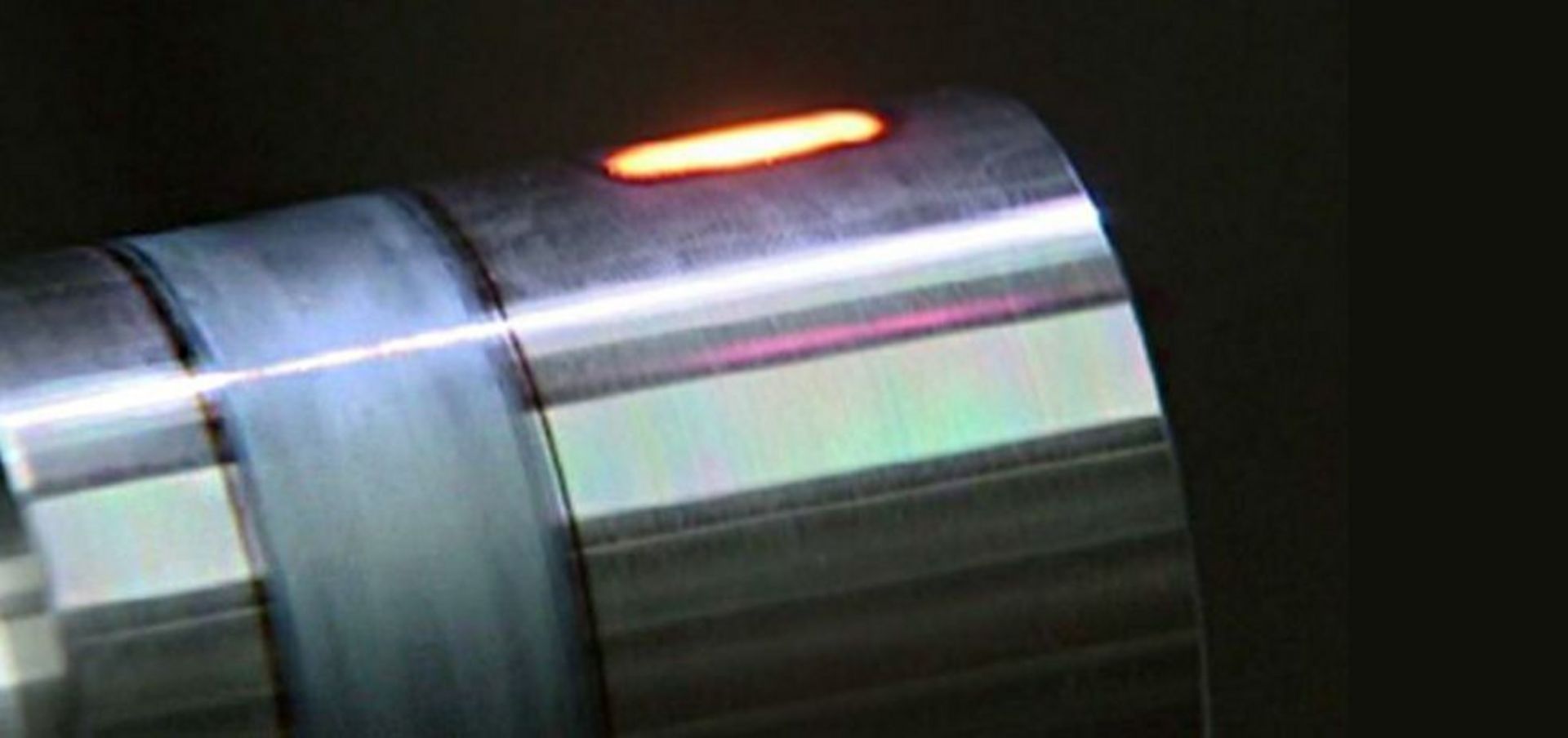
A too high laser output presents the risk of overheating and thus melting especially the finer edges and contour steps.
Picture: Daimler AG

The laser processing optics system designed using modules supplied by specialist manufacturer Sansonic is equipped with a highly dynamic 1D scanner unit capable of generating variable track widths, and is compatible with industrial-scale production.
Picture: Daimler AG
The complex geometry of the cam pieces coupled with their low wall thickness precluded the use of conventional hardening processes. To find a more suitable solution, the process engineers in Stuttgart-Untertürkheim joined forces with specialists at the production plant in Berlin and the Steinbeis Technology Transfer Center in Pforzheim to develop a new low-distortion laser hardening process to precisely fit the needs of this application. Compared with conventional hardening methods, the heat load acting on the component is reduced by up to 90 percent.
Constant temperature
One particularly challenging aspect of the cam pieces is their convoluted surface, because not only the double-cam but also the shift gate for the actuator system needs to be hardened. It had to be ensured that the laser beam always provides the optimum heat input as it travels over the component, in both the flat and the curved sections. While, on the one hand, a too high laser output presents the risk of overheating and thus melting the finer edges and contour steps, the laser output must not be too low when processing the thicker parts of the cam pieces, otherwise the required hardening depth will not be achieved.
Initial feasibility studies were carried out using an optical system developed by Professor Dr.-Ing. Roland Wahl of the Steinbeis Technology Transfer Center in Pforzheim. The underlying idea was to find a way of not only precisely monitoring the temperature of the working area of the component’s surface throughout the entire hardening process but also providing an automatic control of the heat input as a function of the surface topology. After running through numerous optimization loops in the Center’s applications lab, the best control loop settings and process parameters were identified and then tested on sample parts.
Using modules supplied by Scansonic, a company that specializes in optical systems, the project team was able to build a laser processing head with a highly dynamic 1D scanner unit capable of generating variable track widths. A special feature of its design is the coaxial arrangement of the pyrometer with respect to the laser beam. The laser beam is guided from the end of the fiber to the scanner mirror onto the workpiece, and the same route is used in reverse to transmit temperature data to a decoupling unit that forwards the data to the pyrometer. This measurement arrangement ensures that there is no spatial or temporal shift between the focal point of the laser and the point at which the temperature is measured. This precise temperature measurement in turn makes it possible to precisely control the local power input, using a two-step approach.
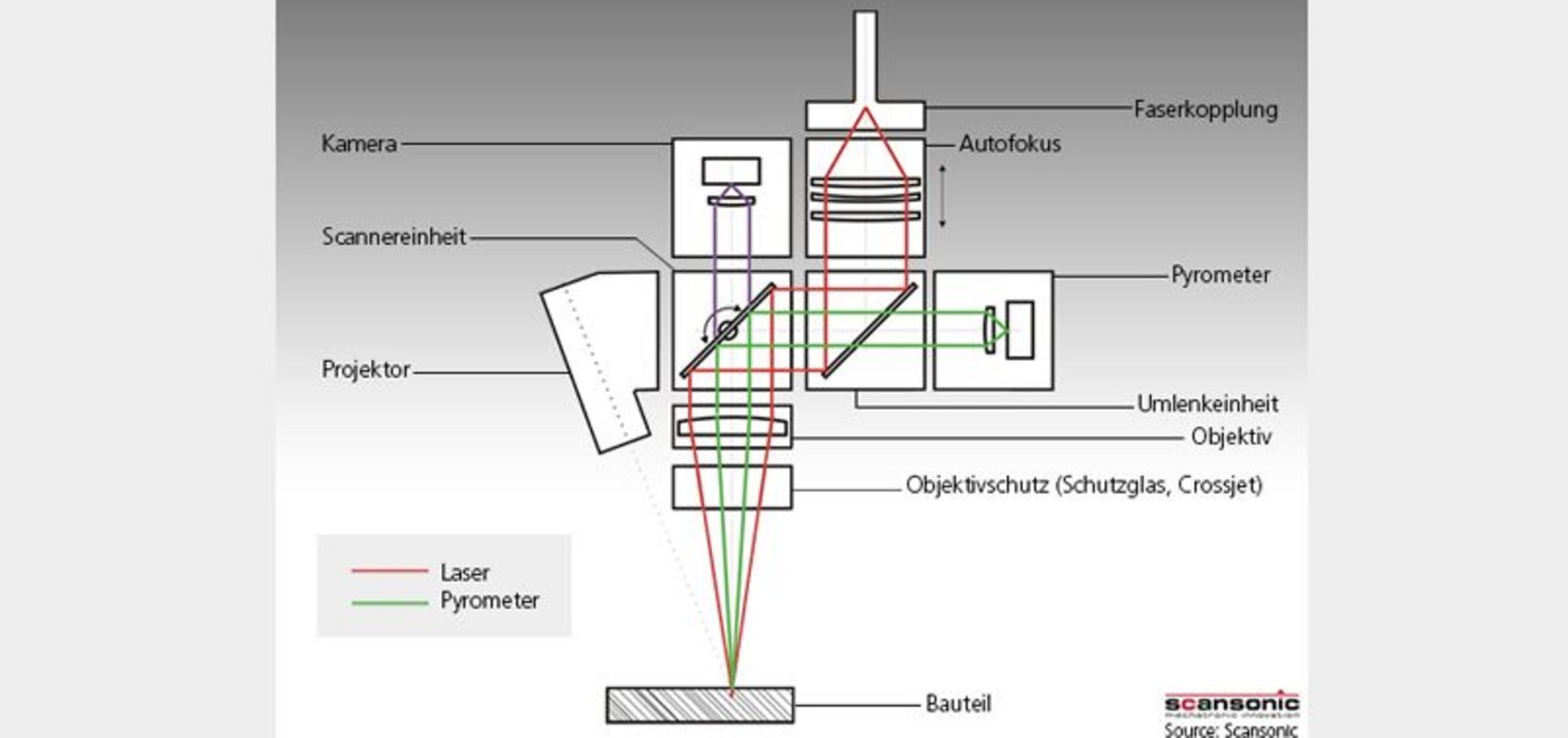
The coaxial arrangement of the pyrometer with respect to the laser beam enables precise temperature measurement.
Picture: Daimler AG
If, for example, the beam encounters a sharp edge, this is immediately recognized by the pyrometer due to the increased temperature. The system responds by either increasing the beam travel rate or reducing the laser output to avoid the risk of melting the surface at this point. If, on the other hand, thicker parts of the workpiece cause the surface temperature to drop below a predefined level, the applied line energy is increased to ensure hardening to a sufficient depth.
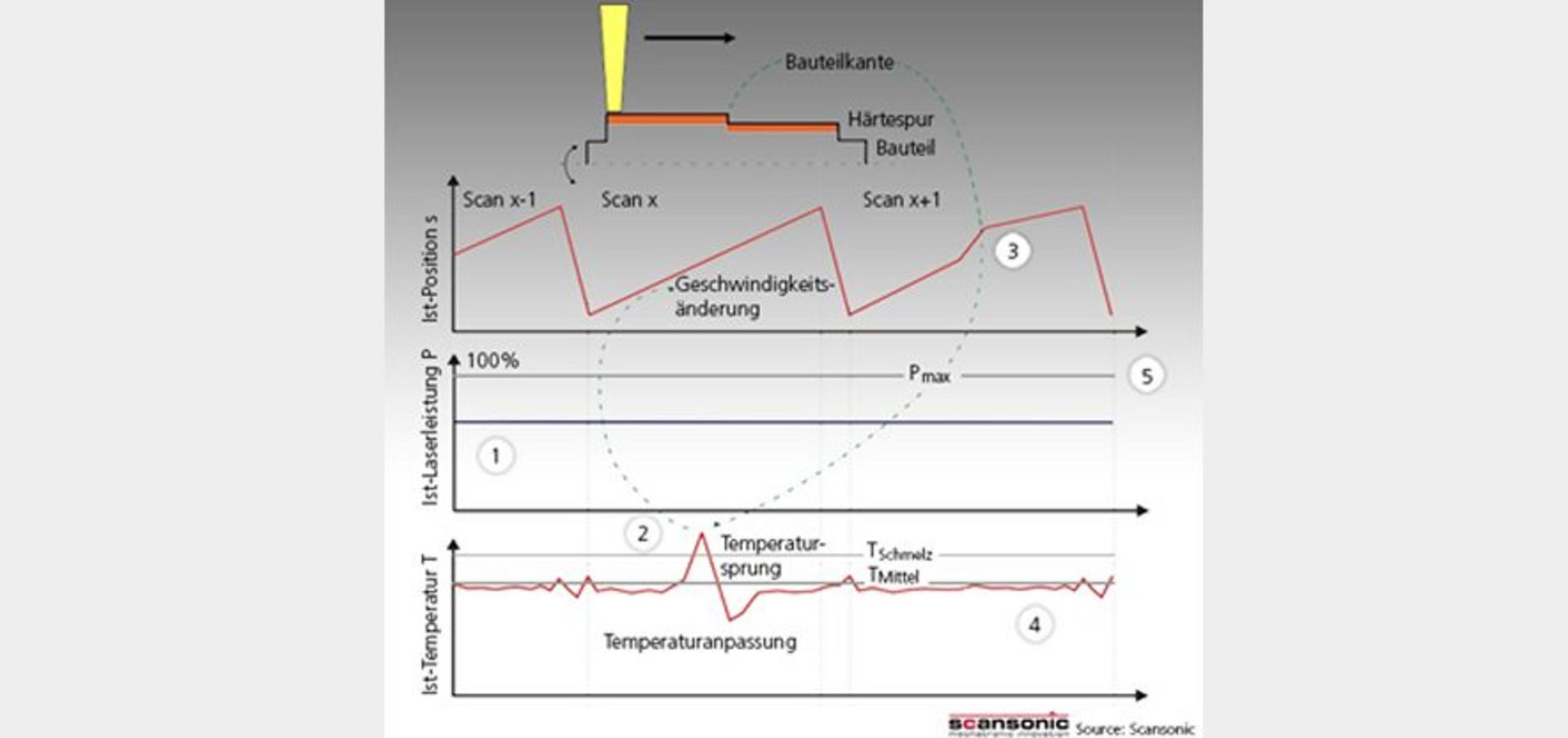
The patented temperature control precisely adjusts the laser output to suit different areas of the component’s topography. Example: hardening sharp edges: 1. Scanning with constant laser power near 100 %. 2. Pyrometer detects a peak in the temperature signal 3. In the next scan the scanning speed is adjusted 4. Temperature reaches the optimal range 5. Only if adjustment of speed is not sufficient, laser power is adjusted.
Picture: Daimler AG
This approach was the only means of optimizing the processing speed for series production of the component while at the same time guaranteeing the even hardening of all surface areas. Another major challenge was that of optimizing the hardening parameters and managing the sequence of different hardening requirements, especially when processing the hard-to-access parts of the shift gate. It was important not to cause any damage to the part’s surface or alter its dimensions beyond the defined tolerance limits because it cannot be machined after hardening. It is also imperative to avoid distortion effects that might cause the cam pieces to stick in the camshaft guide.

The CAMTRONIC section of the Mercedes-Benz plant in Berlin Marienfelde already fills more than one production hall. Production is organized as a linked flow line and is largely automated.
Picture: Daimler AG
Reliable even in three-shift operation
To ensure that the process is suitable for industrial-scale production, and even three-shift operation, the cooling system for the optics was also optimized. This was necessary because the workpiece always reflects a small portion of the laser energy into the environment in the form of heat. It’s no problem in the laboratory, but this heat can build up to significant levels when thousands of parts are being manufactured in series.
By measuring the temperature of each component at all points processed by the laser, it is possible to detect anomalies at a very early stage in the hardening process, thus ensuring consistently high manufacturing quality. The results of the feasibility studies were then used by the process engineers in Untertürkheim, working together with their colleagues in the planning, development, and prototype-building departments in Berlin, to design a concept for a flexible laser hardening system and integrate it into the production environment. The project partners were awarded the Steinbeis Foundation’s Löhn Prize for the successful technology transfer.
The CAMTRONIC engine management system is now being manufactured in a number of variants for different engine models, exclusively at the Mercedes-Benz plant in Berlin. Production output is increasing steadily, and the CAMTRONIC section of the Berlin factory fills two whole production halls equipped with more than a dozen laser hardening machines. Production is organized as a linked flow line and is largely automated. Robotic arms pick and place parts as scheduled, turning and milling machines transform blanks into parts, lasers provide precisely controlled hardening, and test stations carry out functional checks. This is precision manufacturing scaled up to high-volume production.



