板金においてパンチ加工とは、材料を1ストロークで切断するプロセスのことです。例えば、個々のストロークを高速で続けていくことで、材料に丸穴を作成することができます。外周もパンチングマシンで加工できます。
材料のパンチ加工
パンチング

パンチングされた形状は幾何学的に完璧で、例えばパンチングされた穴は完全な丸になります。パンチングマシンは、紙のパンチ穴あけ機と同じ様に作用します。パンチが紙を穴開けサポートに押し付け、最後に丸い開口部に押し込みます。こうして、円形の穴が切り取られます。パンチで打ち抜かれた残りは、穴あけ機の容器に溜まります。金属のパンチングの機能も同様です:材料はパンチとダイの間です。パンチが下に移動し、ダイに侵入します。パンチとダイのエッジが並行に動き、材料を分離します。したがって、パンチングはシャー切断プロセスグループに属します。
金属板を確実にパンチングするための4つのプロセス
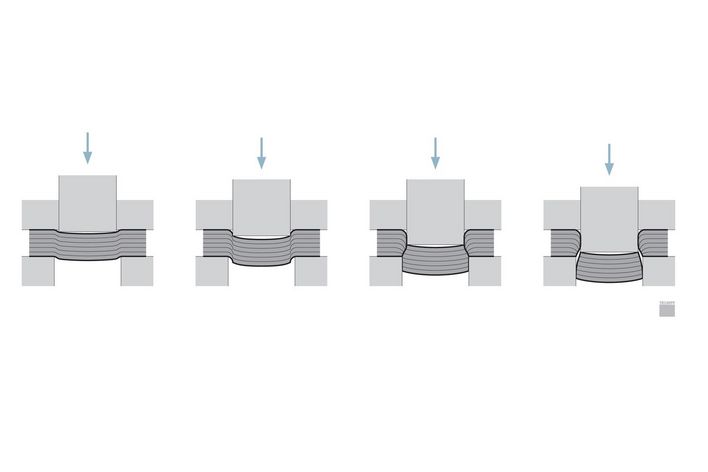
正確にはパンチングは4つの手順に分けることができます。パンチが材料に触れると、まず変形します。それから切断されます。最終的には材料内部の応力が大きくなり、材料がカッティングコンタに沿って折れます。パンチで打ち抜かれた材料の破片(いわゆる抜きカス)– が下方に排出されます。パンチが次に上に移動する際、材料がくっ付いて行くことがあります。この場合、ストリッパが材料をパンチから剥離します。シートエッジの切断分が大きいほど、エッジ品質が向上します。たとえば、はめ合わせ部分の場合、穴を開けておいてから、それより少し大きいツールで目的の直径にパンチングします。この様なエッジでは、切断分は最大で100%になります。
さらにフレキシブルに:パンチングとレーザ切断のコンビネーション
パンチングはリピート品に最適です。しかし、パンチングツールを頻繁に交換しなければならないような複雑な形状や、頻繁に出ない形状については、追加ツールとしてレーザもご検討ください。パンチ・レーザ加工機では、アプリケーションに応じて、高い繰り返し速度を持つ高速パンチングツールと、低速ではあっても外形内で全く制約のないレーザヘッドを使用することができます。実際の動作は動画をご覧ください。
Mit geeigneten Stanzwerkzeugen kann eine Stanzmaschine aber nicht nur "lochen", sondern auch kleinere Biegungen und Umformungen im Blech durchführen. Auch das Entgraten, Signieren, Senken, Rollen oder Gewinde formen ist möglich. Mit einer Maschine, die stanzen kann, ist deshalb häufig die komplette Bearbeitung eines Werkstücks möglich – ohne dass weitere Maschinen oder Geräte genutzt werden müssen.
ニブリング

ニブリングでは、パンチ穴が重なるように穴を開けます。こうして、任意の形状に開口部とコンタを作成できます。たとえば、大き目の半径や不規則な形状でニブルが使用されます。ニブリングされたエッジには、個々のストロークの継ぎ目がはっきりと残ります。切断面を指でたどると、その継ぎ目が確認できます。ニブリングのピッチを細かくするほど、切断面は滑らかになります。ただしそのためには、マシンがニブリングするストローク数を増やす必要があります。



問い合わせ