シートのパンチングでは圧力と引張応力が原因で頻繁にシートに変形が生じます。フラットニングパンチによりシートの凹凸が大幅に低下します。シート内の応力を補正し、シートをフラットに仕上げるため、ツールのダイとアクティブダイの両方によってシートがストリッパに押し付けられます。このように予め応力がかけられたシートに対して、その後同じツールを使用してパンチングストロークが行われます。
パンチング工程の終了時に応力は相殺されているため、シートはフラットなままです。しかもこれら全てがわずか一工程で行われ、製品を更に加工する際のプロセス安全性も同時に向上します。
フラットニングパンチは凸状にアーチしたサイズ1のダイを使用して行われます。特殊コーティングされたストリッパには溝があるため、シートを適切にセットすることができます。またプログラミングでは、TruTopsのルールがユーザをサポートします。
パンチツール
フラットニングパンチ用マルチツール
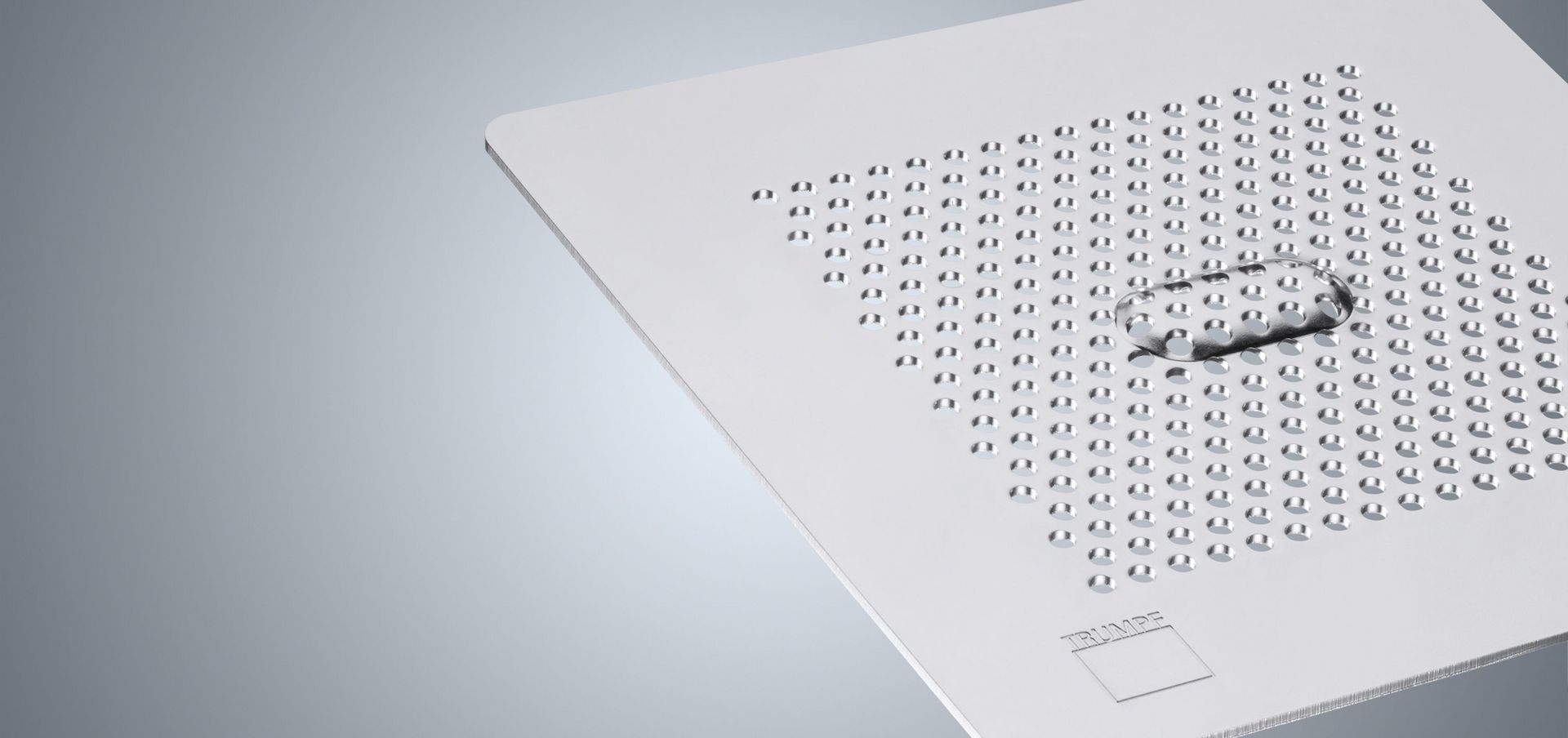
後加工なしでフラットなシートを実現
容易にフラットなシートを実現
フラットニングパンチ用マルチツールとそれに対応する機械機能により、既にパンチングの段階でシートの凹凸を補正することができます。このため後加工なしでフラットな目打ちプレートを製造できます。この機能は、特に抜き反り度合いが高い製品においてパーツ品質を大幅に向上させます。
最適なパーツ品質
後加工なしでの歪みのない製品を保証
大幅な時間の節約
わずか一工程でのパンチングとフラット加工により時間を大幅に短縮
変形した板金部品のフラット加工
変形した製品もツールを使用してフラット加工を行うことができます。
安全性の向上
シートと製品がフラットであるため、後続加工でのプロセス安全性が向上します。
個別にフラット加工
フラット加工の度合いは、TruTopsを使用して個別に機械で調整可能。



問い合わせ