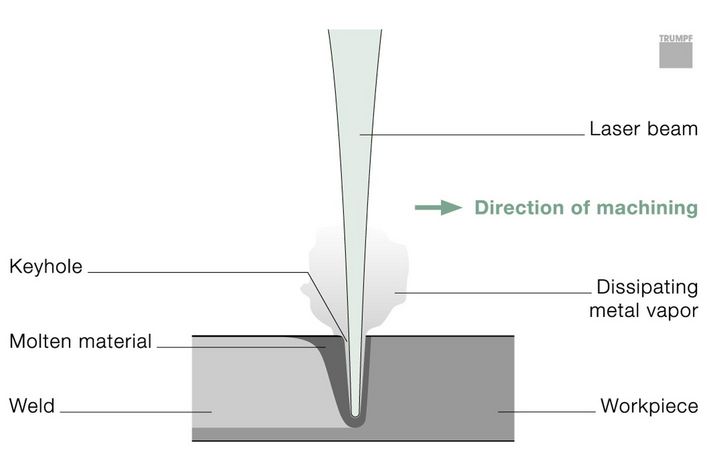
Podczas parowania na roztopiony materiał działa ciśnienie i częściowo go wypiera. Przedmiot obrabiany ulega jeszcze głębszemu stopieniu. Powstaje głęboki, wąski, wypełniony parą otwór: kapilara wypełniona parą - zwana również Keyhole (angielski odpowiednik dziurki od klucza). Wypełniona parą kapilara jest otoczona roztopionym materiałem. Gdy laser przesunie się po łączeniu na przedmiocie obrabianym, wraz z nim przesuwa się także kapilara. Roztopiony metal opływa kapilarę i zastyga z tyłu. W ten sposób tworzy się wąska, głęboka spoina o równomiernej strukturze. Głębokość spojenia jest do 10 razy większa od jego szerokości i może wynosić nawet 25 mm. Na ściankach kapilary z roztopionym, płynnym materiałem promień lasera ulega wielokrotnemu odbiciu. Roztopiony materiał niemal całkowicie absorbuje promień lasera i wzrasta skuteczność procesu spawania. Podczas spawania laserami CO2 para w kapilarze również absorbuje światło lasera i ulega częściowej jonizacji. Powstaje plazma. Plazma również dostarcza energię do przedmiotu obrabianego. Dlatego spawanie z głębokim wtopieniem cechuje się wysoką skutecznością oraz dużymi prędkościami spawania. Dzięki dużej prędkości obróbki strefa oddziaływania wysokiej temperatury jest mała, a odkształcenie nieznaczne. Metoda jest stosowana tam, gdzie wymagane są duże głębokości spawania lub jednoczesne zgrzewanie kilku warstw materiału.
Spawanie z głębokim wtopieniem
Do procesu spawania z głębokim wtopieniem niezbędne są bardzo wysokie skupienia mocy rzędu około 1 MW na centymetr kwadratowy. Wówczas promień lasera nie tylko topi metal, lecz powoduje także jego parowanie.
Kontakt