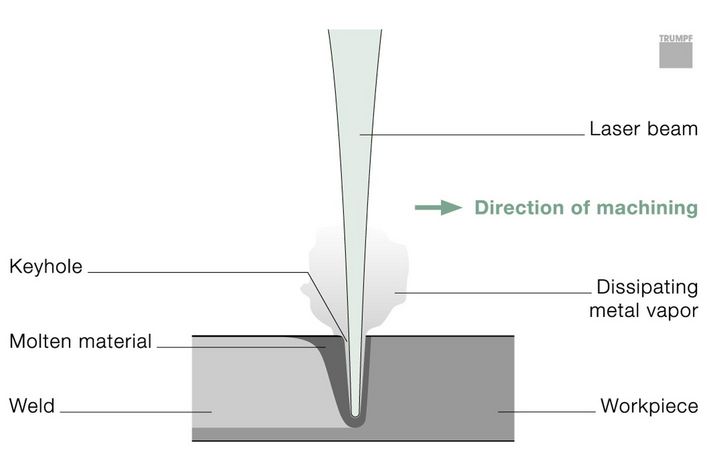
Wenn der Dampf abströmt, übt er Druck auf die Schmelze aus und verdrängt sie teilweise. Das Werkstück schmilzt noch weiter auf. Ein tiefes, schmales, dampfgefülltes Loch bildet sich: eine Dampfkapillare - auch Keyhole genannt (englisch für Schlüsselloch). Die Dampfkapillare ist von Metallschmelze umgeben. Wenn sich der Laserstrahl über die Fügestelle bewegt, bewegt sich die Dampfkapillare mit ihm durch das Werkstück. Die Metallschmelze umfließt die Dampfkapillare und erstarrt an der Rückseite. Auf diese Weise bildet sich eine schmale, tiefe Schweißnaht mit gleichmäßigem Gefüge. Die Nahttiefe ist bis zu 10-mal größer als die Nahtbreite und kann bis zu 25 Millimeter betragen. An den schmelzflüssigen Wänden der Dampfkapillare wird der Laserstrahl vielfach reflektiert. Dabei absorbiert die Schmelze den Laserstrahl fast vollständig, und der Wirkungsgrad des Schweißprozesses steigt. Wenn mit CO2-Lasern geschweißt wird, absorbiert auch der Dampf im Keyhole Laserlicht und wird teilweise ionisiert. Plasma entsteht. Das Plasma bringt ebenfalls Energie ins Werkstück. Tiefschweißen zeichnet sich daher durch einen hohen Wirkungsgrad und hohe Schweißgeschwindigkeiten aus. Dank der hohen Geschwindigkeit ist die Wärmeeinflusszone klein und der Verzug gering. Das Verfahren wird angewendet, wenn hohe Einschweißtiefen gefordert sind oder mehrere Werkstofflagen auf einmal geschweißt werden sollen.
Tiefschweißen
Zum Tiefschweißen sind sehr hohe Leistungsdichten von etwa 1 Megawatt pro Quadratzentimeter nötig. Der Laserstrahl schmilzt das Metall dann nicht nur auf, sondern erzeugt auch Dampf.
Kontakt