Lasers have three key elements: a beam source, a gain medium, and a resonator. The beam source uses an external power supply to place a gain medium in an excited state. This excited state of a laser active medium is characterized by "population inversion", which allows the medium to amplify light through a physical process. This is referred to as stimulated emission and was first described by Albert Einstein (LASER = "Light Amplification by Stimulated Emission of Radiation"). Fiber Bragg gratings inside the fiber act as mirrors around the gain medium to form a resonator. This captures optical energy for further amplification inside the resonator, while also allowing output coupling of some of the optical energy in one direction by means of a semi-transparent mirror. This output coupling of the optical energy is the laser beam, which can be used for various purposes.
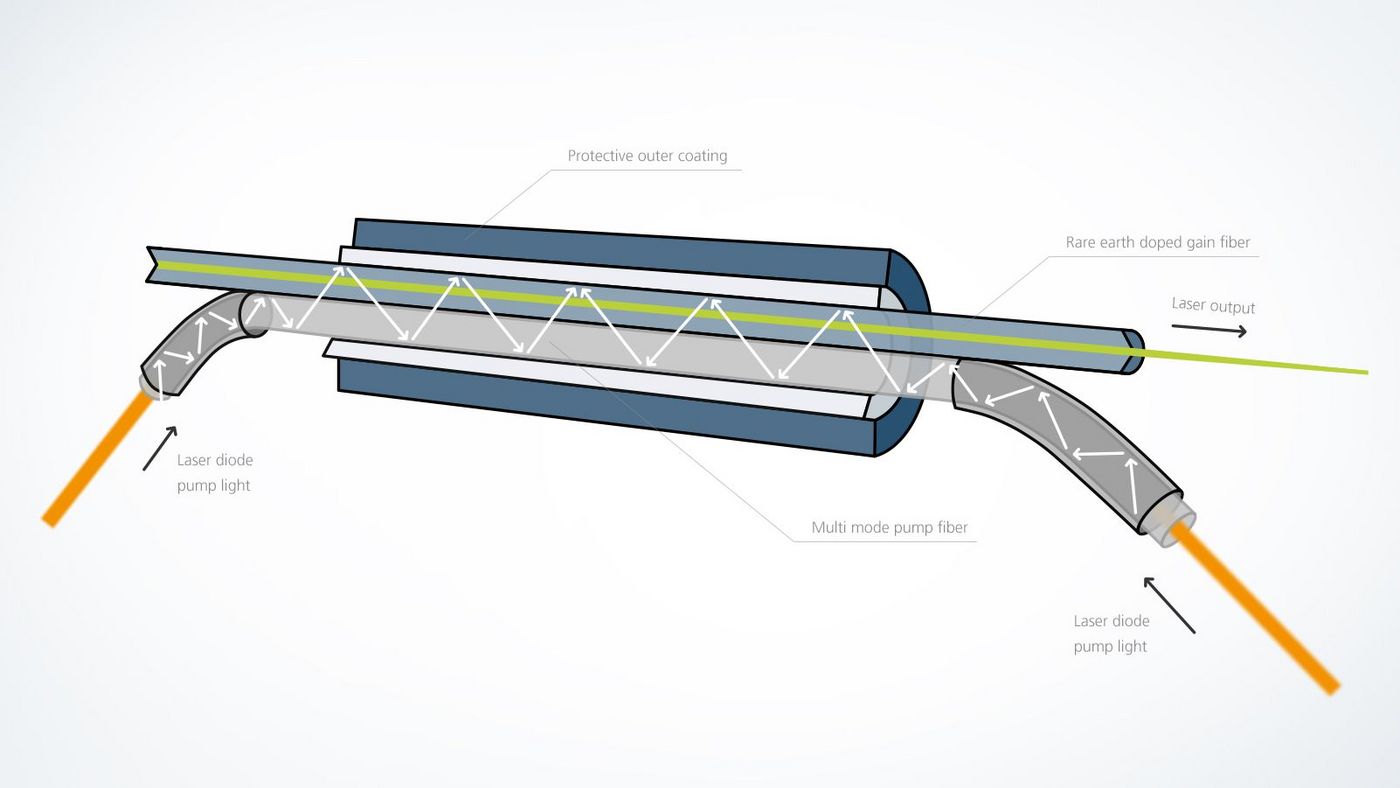
TRUMPF has developed its own scheme for the input coupling of light from pump laser diodes into the laser active medium of the gain fiber. The scheme is referred to as "GT-Wave" (see graphic), in which the pump fiber is kept in contact with the gain fiber over its entire length of several meters. A portion of the pump light enters the gain fiber each time the internally reflected beams impinge on the interface. When these beams then pass through the rare earth (ytterbium) doped core, they are partially absorbed and excite the gain medium. The entire pump light is then absorbed evenly and continuously over the length of the gain fiber. One advantage of this scheme is its easy scalability to higher laser powers by adding additional pump modules. Another strength of the scheme is avoiding "hot spots" at the end surfaces of the gain fiber from the usual end pumping schemes, as well as a uniform gain profile due to the deposition of pump energy along the length of the gain fiber.
A fiber laser is therefore a type of laser that uses fibers doped with rare-earth elements (erbium, thulium, ytterbium), etc., as the active laser medium. This differentiates fiber lasers from other types of lasers on the market, where the active laser medium is a crystal (e.g. disk lasers) or gas (e.g. CO2 lasers).
Fiber lasers provide absolute efficiency and are able to precisely control speed and power by managing beam length, duration, intensity and heat output.