Lazerler, geleneksel mekanik proseslere göre cam kesiminde daha üstündür. Camın mekanik kesimi, mikro çatlaklar ve gerilmeler yoluyla oluşacak yapısal hasarı önlemek amacıyla yalnızca çok düşük hızlarda gerçekleştirilebilirken, lazerler ise temassız işleme sayesinde belirgin derecede daha hızlı işleme süreleri sağlar. Bunun yanı sıra geleneksel proseslerde, üretilen komponentlerin kalitesini sürekli olarak yüksek tutmak için, aşınan ve yıpranan mekanik bileşenler için düzenli bakım gereklidir. Lazerlerde ise aynı durum geçerli değildir.
Cam işleme
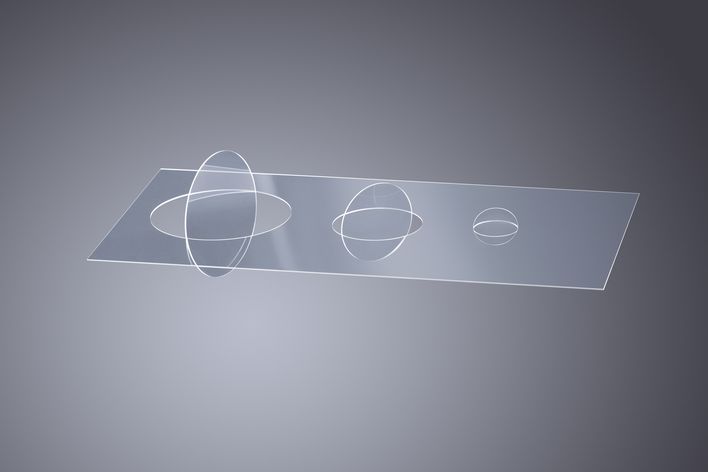
Cam kesimi için ultra kısa lazer palsları özellikle uygundur. Çok yüksek pik yoğunlukları sayesinde camı kolayca işleyerek özellikle yüksek bir kesim kalitesi sağlayabilirler. Lazer cihazına ilave olarak, optimize edilmiş ışınla form verme de büyük öneme sahiptir. Optik teknolojisindeki son gelişmelerin bir örneği niteliğindeki ışın ekseni boyunca ışınla form verme, cam kesiminde optimum proses hızı ve bunun sonucunda da ekonomik verimlilik getirir. Böylelikle, ışın demetinin bu şeffaf malzemenin gerekliliklerine kusursuz olarak uyarlanmasını sağlayan ışınla form vermenin üçüncü boyutu da TRUMPF tarafından hayata geçirilmiş durumdadır.
Modifiye edilmemiş klasik bir lazer ışınında yoğunluğun çoğu odaktadır; yani malzeme ablasyon eşiğinin çok üzerindedir. Bu nedenle de ciddi enerji kaybı yaşanır. Işınla form vermenin temel yaklaşımı, prosesin verimliliği artırmak için optimum ışın yoğunluğu dağılımını bulmaktır. Yoğunluğun çoğunu ışının odağındaki çok küçük bir alanda toplamak yerine, maksimum verimlilik elde etmek amacıyla ışın yoğunluğu ışın ekseni üzerinde görece eşit şekilde dağıtılır. Böylelikle lazer ışınının besleme hızı (ve böylelikle üretimin verimliliği), birkaç büyüklük sırasına göre saniyede 1 metreye veya daha fazlasına kadar artırılabilir.
Özet: Pals enerjisi, pals bindirme hızı ve tekrarlama hızı gibi lazer parametrelerin uygun şekilde seçilmesi, mikro çatlakların oluşmasını önler ve ardıl çalışma ihtiyacını ortadan kaldırır.
| Malzeme | Cam |
| Geleneksel yöntem | Mekanik, kimyasal aşındırma |
| Zorluklarla Mücadele | Düşük hasarlı işleme |
| Lazer | TruMicro 6020 HE |
| Dalga boyu | 1030 nm / 515 nm |
| Optik sistemi | TOP Cleave |
| Maks. pals enerjisi | Burst modunda 2mJ / ila 8 mJ |
| Hız | 100 - 1000 mm/sn, yönteme ve geometriye bağlı olarak |
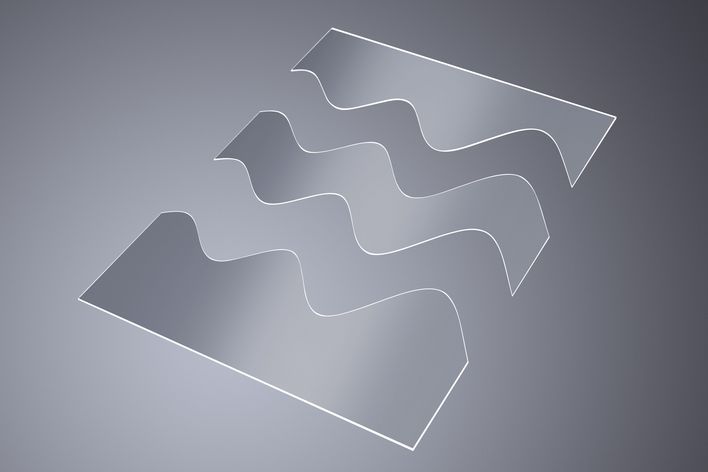
| Avantajı | Düşük hasarlı işleme yapılır, ardıl çalışma gerektirmez, temassız işleme sayesinde takım aşınmaz, en küçük konturlara sahip her türlü geometride işleme yapılabilir, esneklik sağlar |
Ürünler


İletişim