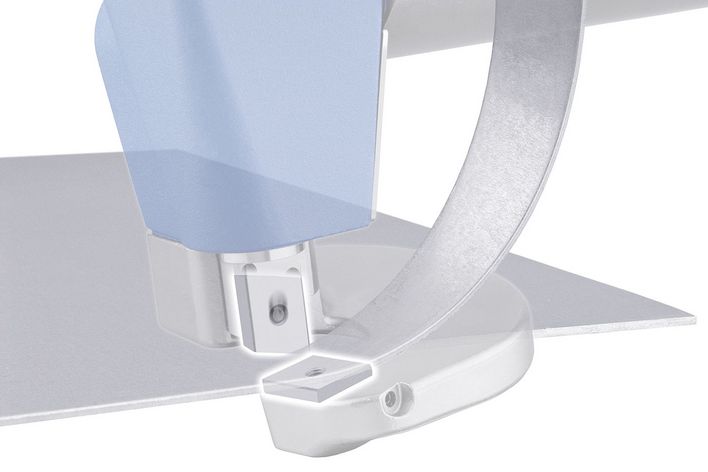
Nguyên lý cắt bằng kìm hay kéo cho phép sự cắt qua biến dạng của vật liệu, nhưng không phát sinh phoi. Trong quy trình cắt bằng máy cắt lưỡi dao động phía trên chuyển dộng về lưỡi dao bàn cố định. Qua đó, một lực căng lớn tác động vào vật liệu cần gia công và tạo ra một vết nứt đi trước. Trong quá trình cắt, vật liệu được cắt rời bằng tốc độ cắt cao và toàn bộ lực cắt của lưỡi dao động được tiếp nhận trên lưỡi dao cố định.
Ưu điểm
- Cạnh cắt linh hoạt
- Cắt nhanh, chính xác
- Tuổi thọ thiết bị cao
- Cắt không phoi
- Chất lượng cắt tốt