Vật liệu đa dạng
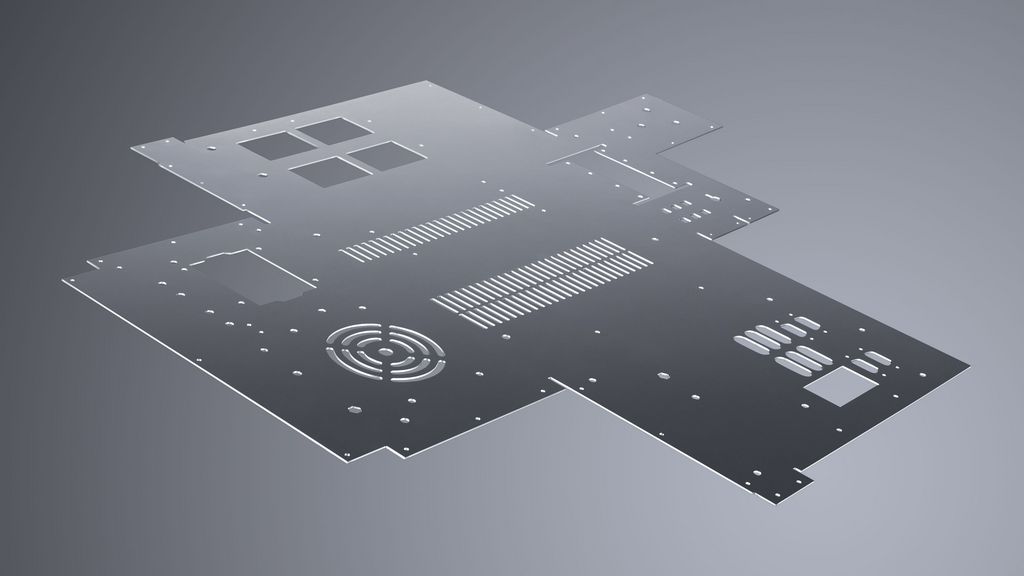
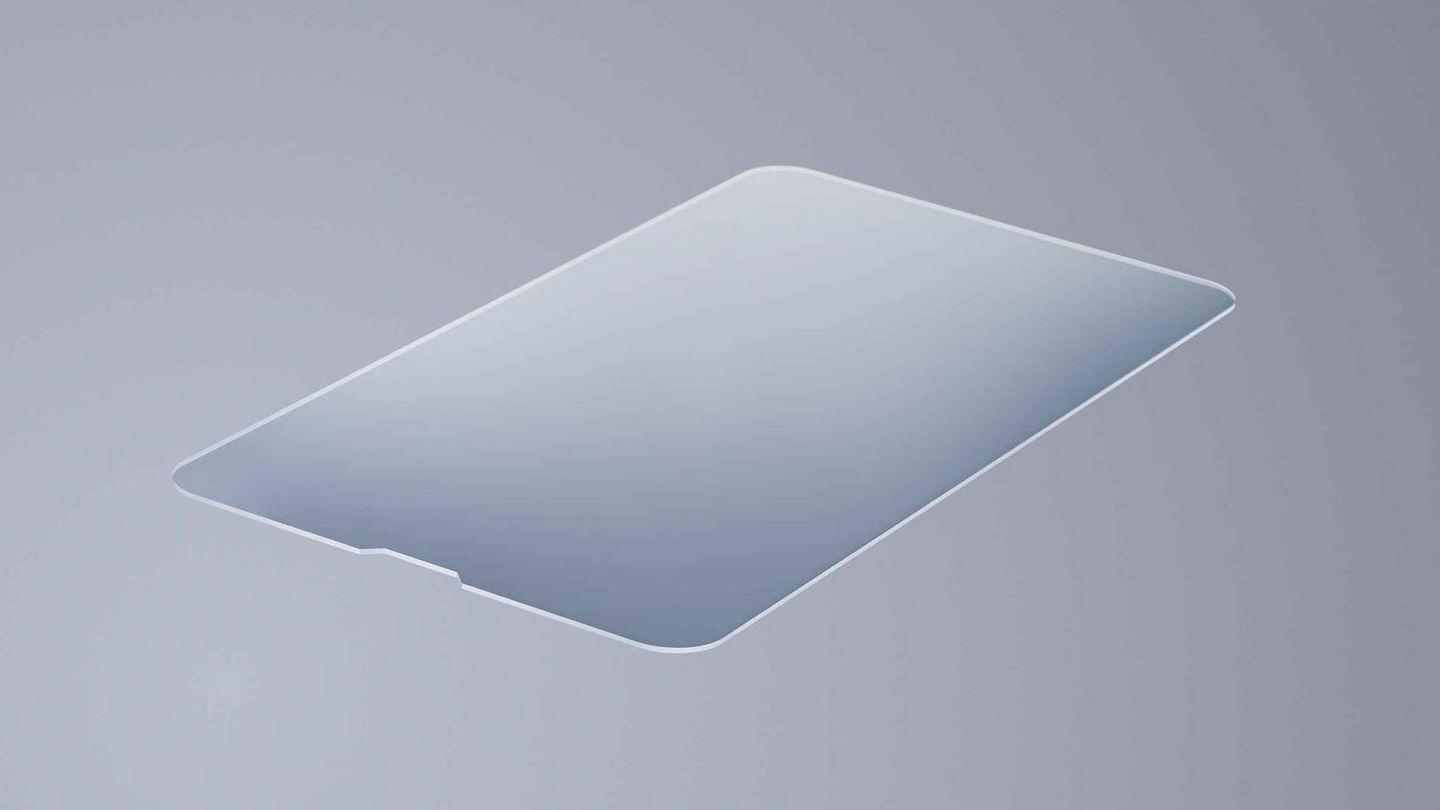
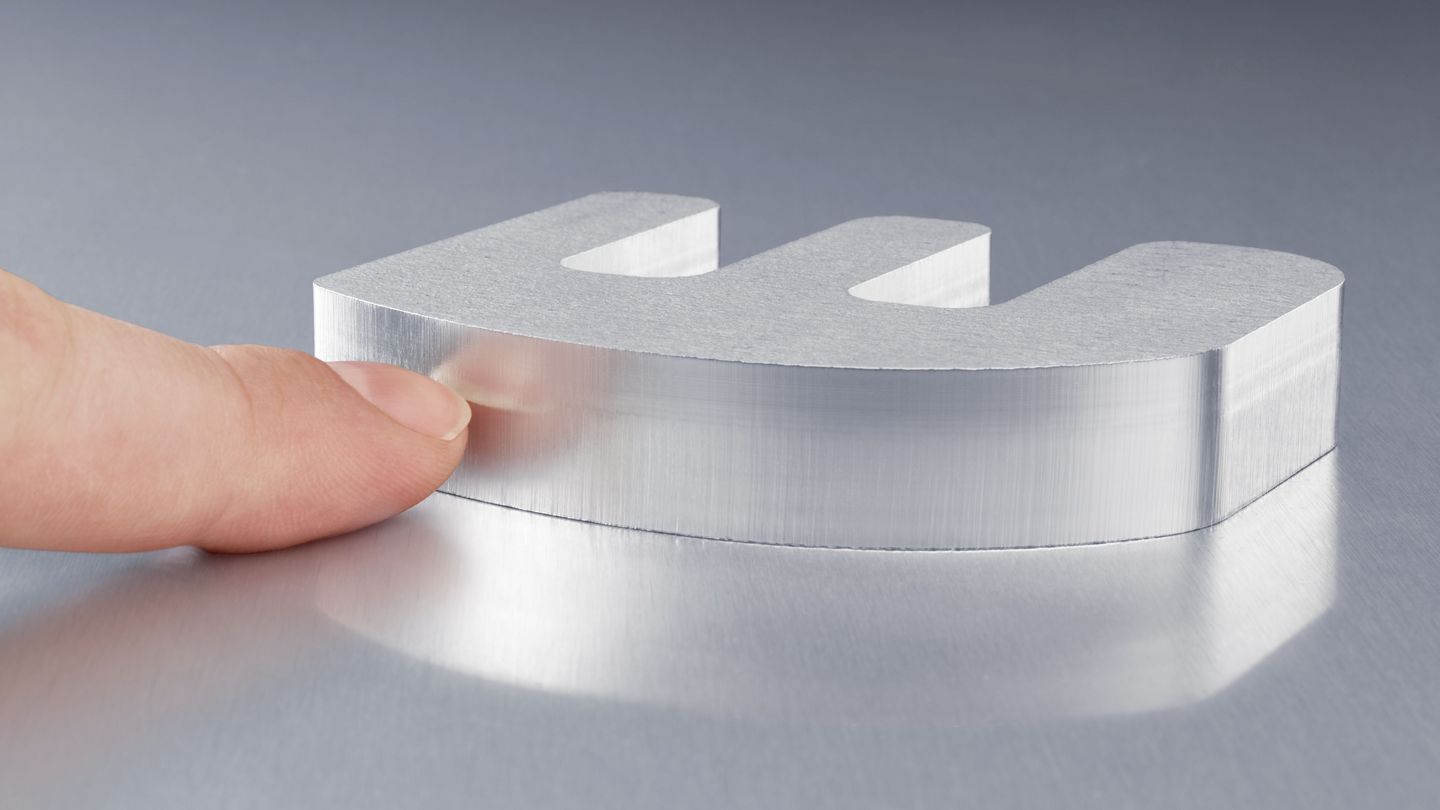
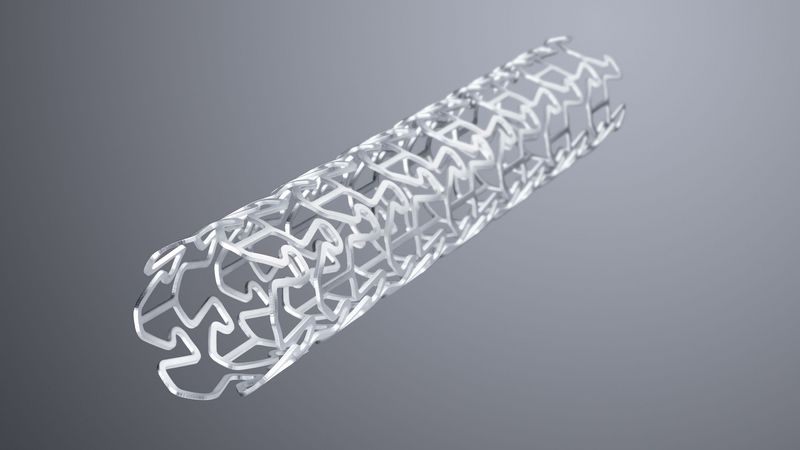
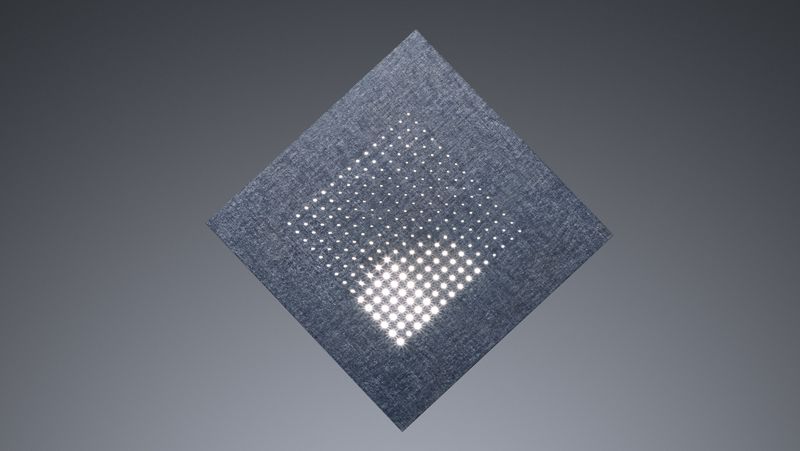
Tất cả các loại vật liệu thường được sử dụng trong công nghiệp chế biến - từ thép, tôn, thép không gỉ và tấm kim loại màu cho tới các vật liệu phi kim như vật liệu nhân tạo, thủy tinh, gỗ hoặc gốm sứ - đều có thể được cắt bằng tia Laser một cách an toàn và chất lượng. Công cụ này có thể cắt các tấm kim loại khác nhau từ 0,5 đến hơn 30 mm. Phạm vi xử lý phôi rộng lớn này giúp công nghệ Laser trở thành công nghệ số 1 trong những công cụ cắt phục vụ nhiều ứng dụng đa dạng trong ngành gia công kim loại và phi kim.