パワー密度の高い短レーザパルスによるレーザ穴あけでは、エネルギーが非常に短い時間で加工品に送り込まれます。それにより、材料が溶融して蒸発します。パルスエネルギーが高ければ高いほど、溶融して蒸発する材料の量も多くなります。蒸発する際、材料の体積が穴の中で一気に拡大し、高い圧力が発生します。この蒸気圧によって、溶融した材料が穴から押し出されます。ここでの特別な工法として、ピコ秒単位での超短パルスレーザによるレーザ加工が挙げられます。この場合、材料は昇華し、溶融することなく固体の状態から直接気化します。その際、部品が加熱されることはありません。時代の経過と共に、この基本原理から複数の穴あけ工法が生み出されています。
穴あけ
レーザ光によるレーザ穴あけでは、様々な材料に極小から比較的大きな直径までの穴を非接触であけることができます。

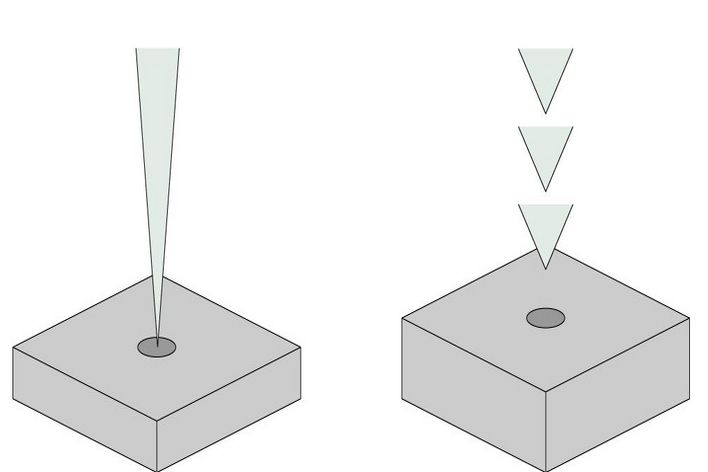
シングルパルス穴あけとパーカッション穴あけ
一番シンプルなケースでは、パルスエネルギーが比較的高い単一のレーザパルスで穴をあけます。この方法では、非常に素早く多数の穴をあけることができます。パーカッション穴あけでは、パルス幅が比較的短くパルスエネルギーが比較的低い複数のレーザパルスで穴をあけます。この穴あけ工法では、シングルパルス穴あけの場合よりも深くて正確な穴をあけることができます。また、パーカッション穴あけでは比較的小さな穴直径も可能です。
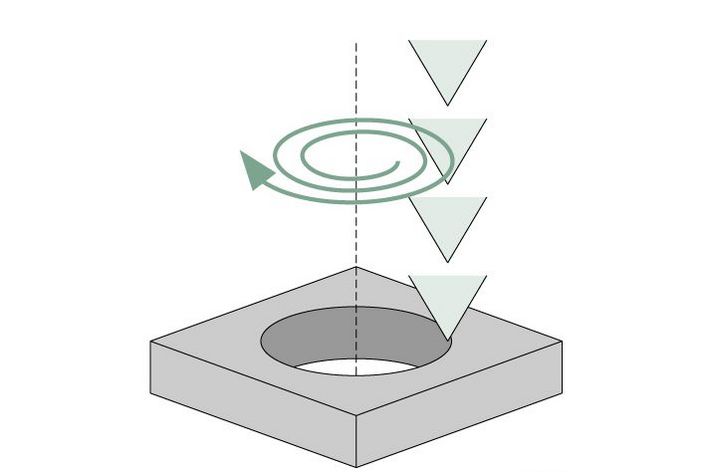
トレパニング穴あけ
トレパニングでも、複数のレーザパルスで穴をあけます。まず、レーザがパーカッション穴あけで最初の穴をあけます。そして、レーザが加工品の上で徐々に直径を大きくしながら何度も円軌道を描くことで、この最初の穴が拡大します。この際、溶融した材料の大部分は、穴から下に向かって押し出されます。
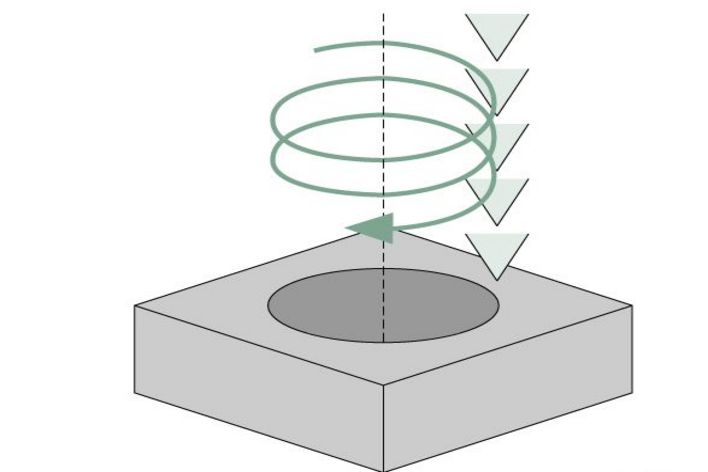
螺旋穴あけ
トレパニングの場合とは異なり、螺旋穴あけでは最初の穴があけられません。レーザは既に最初のパルスから、材料の上で円軌道を描きます。それにより、大量の材料が上に排出されます。レーザは螺旋階段状に下に向かって進んでいきます。そこでは、焦点を再調整して、常に穴の底に当たるようにすることができます。レーザが材料を貫通した後に、更に追加で数回転させることができます。そうすることで、穴の下側が拡大し、縁が滑らかになります。螺旋穴あけを利用すれば、非常に大きくて深い穴を高品質であけることができます。
問い合わせ