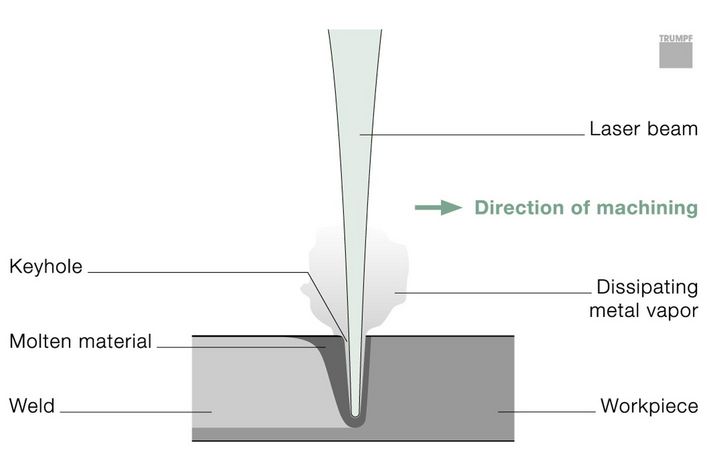
Als de damp wegstroomt oefent deze druk uit op de smelt en verdringt deze gedeeltelijk. Het werkstuk smelt nog verder op. Er wordt een diep, smal met damp gevuld gat gevormd: een dampcapillair - ook keyhole genoemd (Engels voor sleutelgat). De dampcapillair is omgeven door het gesmolten metaal. Als de laserstraal over de voegnaad beweegt, beweegt de dampcapillair mee door het werkstuk. Het gesmolten metaal vloeit om de dampcapillair en wordt aan de achterkant hard. Op deze manier vormt zich een smalle, diepe lasnaad met een gelijkmatige structuur. De naaddiepte is tot 10 keer groter dan de naadbreedte en kan tot 25 millimeter bedragen. Aan de vloeibaar gesmolten wanden van de dampcapillair wordt de laserstraal veelvoudig gereflecteerd. Daarbij absorbeert de smelt de laserstraal bijna helemaal en het rendement van het lasproces stijgt. Als met CO2-lasers wordt gelast absorbeert ook de damp in de keyhole laserlicht en wordt gedeeltelijk geïoniseerd. Er ontstaat plasma. Het plasma brengt eveneens energie in het werkstuk. Dieptelassen kenmerkt zich daarom door een hoog rendement en hoge lassnelheden. Door de hoge snelheid is de thermische invloedzone klein en de deformatie gering. De methode wordt gebruikt wanneer er hoge lasdieptes nodig zijn of meerdere materiaallagen in één keer moeten worden gelast.
Dieptelassen
Voor het dieptelassen zijn erg hoge vermogensdichtheden nodig van ongeveer 1 megawatt per vierkante centimeter. De laserstraal smelt het metaal niet alleen op, maar genereert ook damp.v
Producten

TruLaser Weld 5000
Kant-en-klaar systeem voor geautomatiseerd laserstraallassen

TruLaser Cell Serie 1000
Efficiënt laserlassen van buizen

TruPulse
Gepulste Spitzenleistungen im Multi-Kilowatt-Bereich fürs Punkt- und Nahtschweißen

TruFlow
Betrouwbaar, robuust en veelzijdig inzetbaar

TruFiber
Ideaal voor het modulair lassen van moeilijke materialen.

TruDisk
Topprestaties van de schijf

TruLaser Cell Serie 7000
Altijd optimaal uitgerust

TruDiode
De energie-efficiënte diodelaser
Contact