Повечето огънати детайли се изработват с процедурите и методите свободно огъване, щамповане, фалцуване и затваряне. Те функционират на един и същ принцип: поансон притиска детайла в отвора на матрицата. Машините за огъване, на които се изпълняват горепосочените процедури и методи, се наричат листощамповъчни преси. Освен листощамповъчните машини TRUMPF предлага и машини за огъване със завъртане.
Огъване – процедури и методи
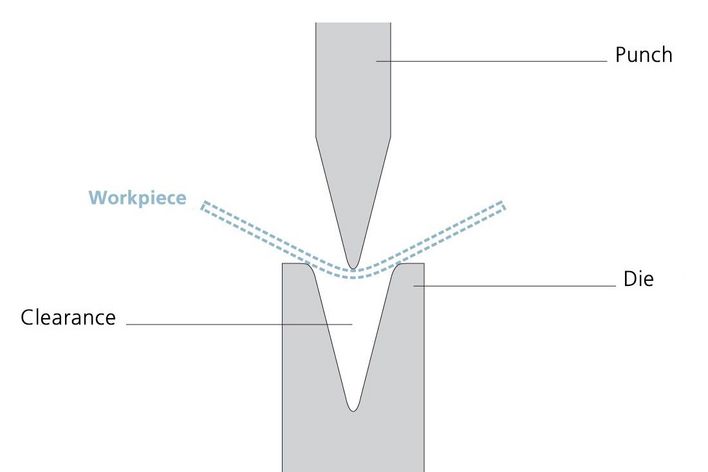
Свободно огъване
При свободното огъване поансонът притиска детайла в матрицата, без да го пресова към стените. При преместването на поансона надолу раменете на детайла се огъват нагоре и се образува ъгъл. Колкото по-дълбоко поансонът вкарва детайла в матрицата, толкова по-остър е ъгълът. Така между поансона и матрицата остава кухина. При свободното огъване става дума за зависим от пътя метод. За всеки ъгъл е необходим определен път. Управлението на машината изчислява този път едновременно с необходимата сила на натиска. Пътят и силата на натиск зависят от инструментите, както и от характеристиките на материала и продукта (ъгъл, дължина).
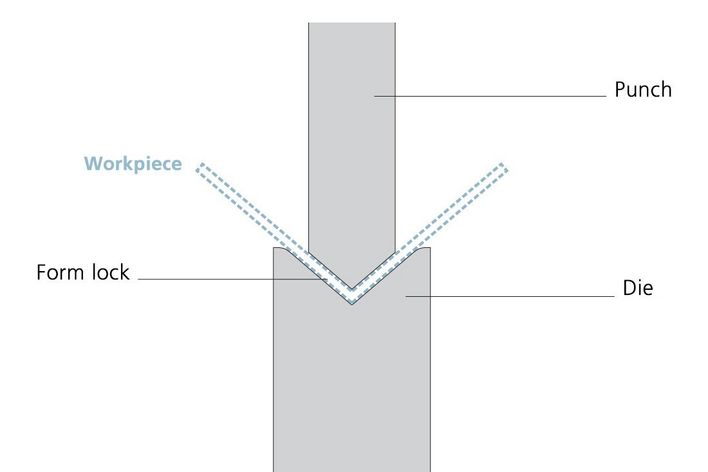
Щамповане
При щамповането поансонът притиска детайла изцяло в матрицата така, че между матрицата, детайла и поансона не остава кухина. Този метод се нарича метод с определена геометрия. Поансонът и матрицата трябва да си съответстват точно. Затова за всеки ъгъл и всяка форма е необходим отделен комплект инструменти. Ако детайлът е пресован докрай, поансонът не може да продължи да се движи надолу. Управлението на машината увеличава силата на натиск дотогава, докато бъде достигната предварително зададената стойност. Така натискът върху детайла се увеличава и той заема формата на контурите на поансона и матрицата. Под високия натиск ъгълът се стабилизира така, че възстановяването на еластичните деформации е отстранено почти изцяло.
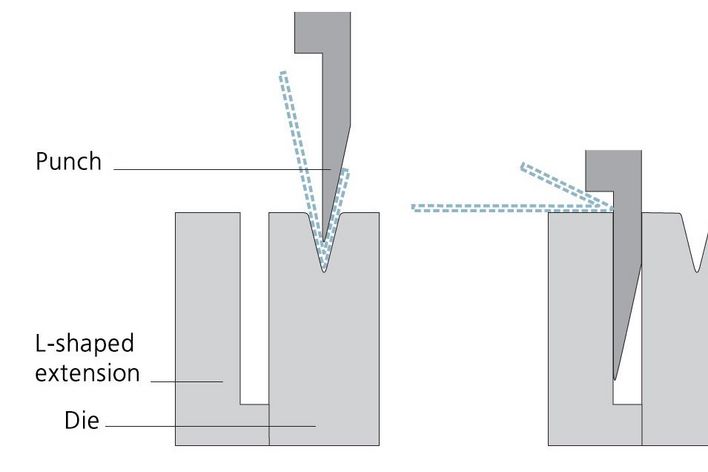
Фалцуване и затваряне
Често ръбовете на металните листове се огъват изцяло, например краищата на кутиите. В тези случаи раменете на огъване са разположени успоредно един на друг. Така или целият детайл става по-стабилен като цяло, или се постига предпазване на ръбовете. Фалцове често са необходими за закачането на друг детайл впоследствие. Фалцуването и затварянето се извършва на две стъпки: при първата стъпка операторът извършва предварително огъване до ъгъл от 30°. След това той отново поставя детайла и затваря ъгъла. Фалцуване има, когато между раменете на огъване остава хлабина. При затварянето раменете на огъване се притискат изцяло едно към друго. Фалцуването зависи от пътя. Затварянето, от своя страна, зависи от силата.

Огъване със завъртане
Интегрираната в машината конзола се състои от C-образен профил, на който се монтират долният и горният огъващ инструмент. При огъването C-образният профил се премества нагоре или надолу, съответно извършва малки елипсовидни движения, т.е. завъртане. Машините за огъване със завъртане работят полуавтоматично и се отличават особено със своята бързина и гъвкавост, дори и при малки партиди. С технологията за огъване със завъртане е възможно производителното изработване на различни радиуси на даден детайл с помощта на един и същ инструмент.


Контакт