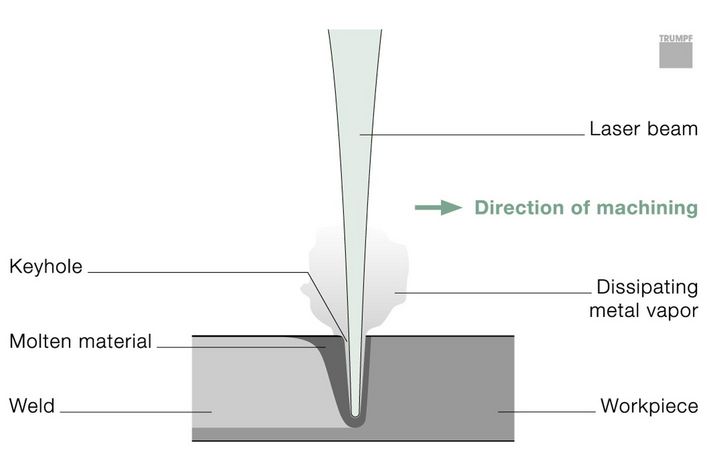
Когато парата се отделя, тя упражнява налягане върху стопения метал и го измества частично. Детайлът продължава да се разтопява. Образува се дълбок и тесен отвор, изпълнен с пара: парен капиляр, наричан още Keyhole (английската дума за ключалка). Парният капиляр е обграден от стопен метал. При преместването на лазерния лъч над мястото на свързване парният капиляр се премества заедно с него по детайла. Стопеният метал обтича парния капиляр и се втвърдява от задната му страна. По този начин се образува тесен и дълбок заваръчен шев с равномерна структура. Дълбочината на шева е с до 10 пъти по-голяма от ширината на шева и може да е до 25 милиметра. Лазерният лъч се отразява многократно от стените от течна стопилка на парния капиляр. Така стопеният материал абсорбира лазерния лъч почти изцяло, с което се повишава коефициентът на полезно действие. Ако заваряването се извършва с CO2 лазери, и парата в Keyhole абсорбира лазерна светлина и се йонизира частично. Образува се плазма. Плазмата също вкарва енергия в детайла. Благодарение на това дълбочинното заваряване се отличава с висок коефициент на полезно действие и висока скорост на заваряване. Благодарение на високата скорост зоната на топлинно влияние и деформацията са ниски. Методът се прилага, когато са необходими големи дълбочини на заваряване или ако се изисква едновременното заваряване на няколко слоя материали.
Дълбочинно заваряване
За дълбочинното заваряване са необходими много високи плътности на мощността от около 1 мегават на квадратен сантиметър. Тогава лазерният лъч не само разтопява метала, но и генерира пара.
Контакт