Inom plåtbearbetning betecknar stansning ett en process där en plåt delas i ett slag. Med hjälp av singelslag som kan följa oerhört snabbt efter varandra uppstår det exempelvis runda hål i plåten. Det går även att bearbeta ytterkonturer med stansmaskiner.
Stansning av plåt
Stansning

Stansade former är geometriskt perfekta: Detta innebär att ett hål som har stansats är absolut runt. En stansmaskin arbetar som ett hålslag för papper. Stansen trycker papperet mot hålslagets stöd och slutligen in i en rund öppning. Den skär då ut ett cirkelformat hål. Det utstansade restmaterialet samlas upp i håltagarens behållare. Stansa metall fungerar på exakt samma sätt: Plåten befinner sig mellan stansen och dynan. Stansen rör sig neråt och går ner i dynan. Stansens och dynans kanter rör sig parallellt förbi varandra och separerar då plåten. Därför räknas stansning till processgruppen klippande bearbetning.
Med fyra steg till perfekt stansad metall
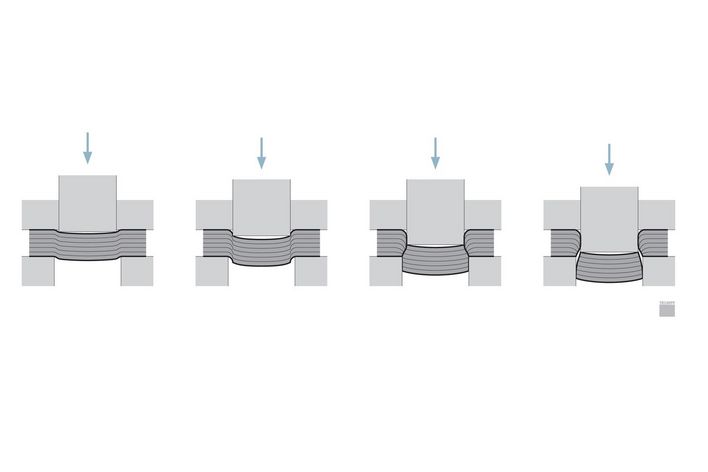
Stansning utförs närmare betraktat i fyra faser. När stansen berör plåten deformeras den först. Sedan skärs den. Slutligen är spänningen i materialets inre så hög att plåten bryts längs med snittkonturen. De utstansade plåtstyckena – så kallade stansbromar – stöts ut neråt. När stansen rör sig uppåt igen kan det hända att den drar med sig plåten. I så fall lossar avstrykaren plåten från stansen. Ju högre snittandelen är på plåtens kant desto bättre blir kantkvaliteten. Vid tillverkning av passningar stansas först ett hål med en mindre stansdiameter och sen det slutgiltiga hålet med ett litet större verktyg till den korrekta diametern. Snittandelen för en sådan kant uppgår då till nästan 100 %.
Ännu mer flexibilitet: Kombinera stansning och laserskärning
Stansning är perfekt för upprepade former. Vid komplexa geometrier där stansverktygen ofta måste bytas och ofta inte används i följd, kan man emellertid ta till ett annat verktyg: Lasern. Med en kombimaskin eller kombinerad stans-/laserskärmaskin kan du beroende på tillämpning använda det snabba stansverktyget med hög precision eller det långssammare men i fråga om kontur helt obegränsade laserhuvudet. Hur det går till ser du i filmen.



Kontakt