De flesta bockade detaljer tillverkas med processerna fri bockning, präglingsbockning samt falsning och pressning De fungerar enligt samma princip: Ett öververktyg trycker arbetsstycket ner i underverktyget. Därför kallas bockmaskiner som arbetar enligt de ovan beskrivna metoder för kantbockmaskiner. Utöver kantpressar erbjuder TRUMPF även panelbockmaskiner.
Bockning – processer och metoder
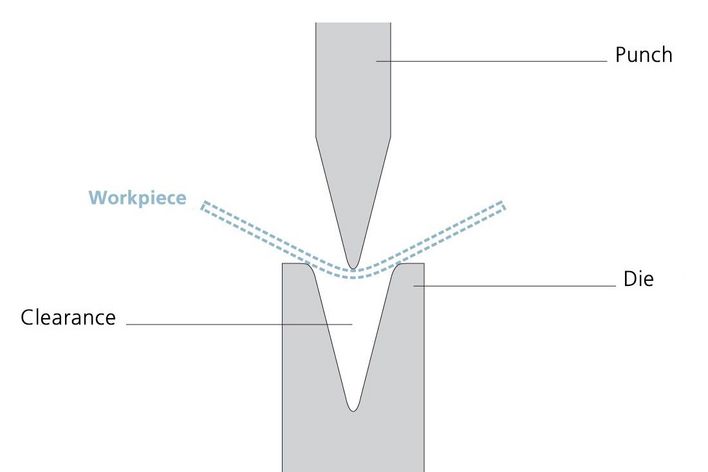
Fri bockning
Vid fri bockning pressar öververktyget arbetsstycket in i underverktyget utan att pressa det mot dynväggarna. Samtidigt som öververktyget körs neråt bockas arbetstyckets skänklar uppåt och vinkeln uppstår. Ju djupare öververktyget pressar arbetsstycket in i underverktyget desto spetsigare blir vinkeln. Det blir då kvar ett fritt utrymme mellan över- och underverktyget. Fri bockning betecknas som en process som styrs av instycksdjupet. För varje vinkel krävs det ett visst instycksdjup. Maskinstyrningen beräknar instycksdjupet och den tillhörande presskraften. Instycksdjup och presskraft beror på verktygen samt på material- och produktegenskaperna (vinkel, längd).
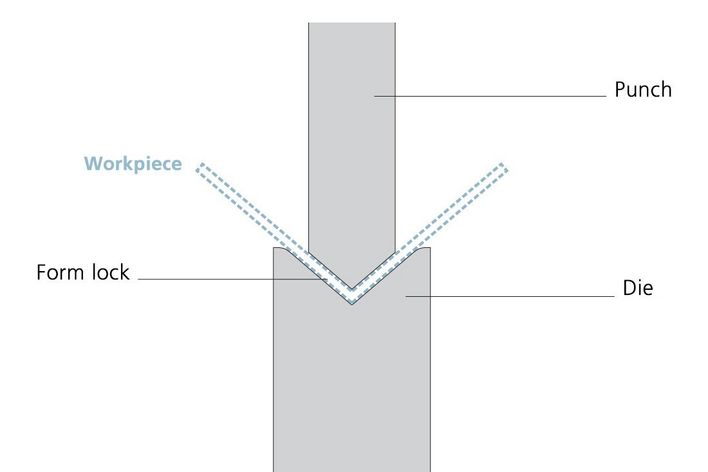
Prägling
Vid prägling pressar öververktyget arbetsstycket komplett in i underverktyget så att det inte finns något fritt utrymme kvar mellan underverktyg, arbetsstycke och öververktyg. Processen kallas formpassning. Över- och underverktyg måste passa. Därför krävs det en egen verktygssats för varje vinkel och form. När arbetsstycket är komplett inpressad kan öververktyget inte längre röra sig neråt. Maskinstyrningen fortsätter dock att öka presskraften tills det angivna värdet har uppnåtts. Tack vare detta ökar trycket mot arbetsstycket och det formar sig efter över- och underverktygets kontur. Vinkeln stabiliseras under det höga trycket så att återfjädringen elimineras nästan fullständigt.
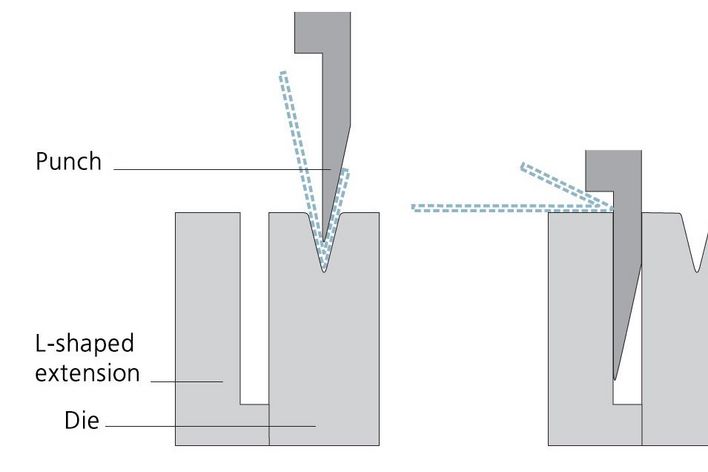
Falsning och pressning
Plåtkanter bockas ofta om helt till exempel kanterna hos lådor. Bockningsskänklarna ligger då parallellt mot varandra. På detta sätt gör man antingen den färdiga detaljen stabilare eller man skapar ett kantskydd. Falsar behövs dessutom ofta för att fästa en annan detalj i den. Falsningen och pressningen görs i två steg: I det första steget förbockar operatören en vinkel på 30°. Sedan för han eller hon in arbetsstycket igen och trycker till vinkeln. Man talar om falsning när det blir kvar en spalt mellan skänklarna. Vid pressningen trycks skänklarna mot varandra helt och hållet. Falsning är beroende på instycksdjup. Pressning däremot är beroende på kraft.

Panelbockning
Bockenheten som är integrerad i i maskinen består av en C-profil med monterad över- och underverktyg. Vid bockning rör sig C-profilen uppåt eller neråt respektive utför en liten elliptisk rörelse, den s.k. svängen. Panelbockmaskiner arbetar halvautomatiskt och kännetecknas specifikt av snabbhet och flexibilitet i synnerhet vid kortare serier. Med panelbockningstekniken går det dessutom att bocka olika radiestorlekar på en komponent med samma verktyg och produktivt.


Kontakt