Vid laserborrning för en kort laserpuls med hög bestrålningsstyrka in energin i arbetsstycket under mycket kort. Därmed smälter och förångas materialet. Ju större pulsenergin är desto mer material smälter och förångas. Vid förångning ökar materialvolymen i borrhålet kraftigt och det uppstår ett högt tryck. Detta ångtryck driver ut det smälta materialet ur borrhålet. En egenhet utgör laserbearbetning med ultrakortpulslaser i pikosekundområdet. Genom sublimering förångas materialet direkt från fast tillstånd utan att materialet först smälter – utan att komponenten värms upp. Med tiden har flera borrmetoder utvecklats från grundprincipen.
Borrning
Vid laserborrning skapar laserstrålen beröringsfritt mycket små till större hål i olika material.

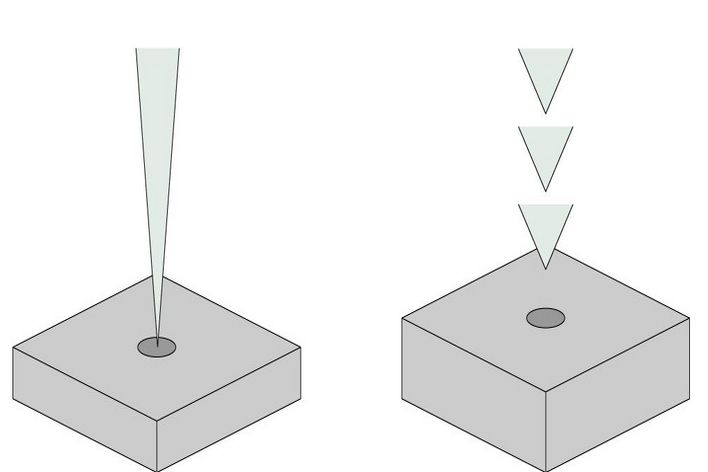
Enkelpulsborrning och perkussionsborrning
I det enklaste fallet skapar en enstaka laserpuls med jämförelsevis hög pulsenergi hålet. På så sätt kan man mycket snabbt skapa många hål. Vid perkussionsborrning uppstår hålet genom flera laserpulser med lägre pulslängd och pulsenergi. Denna borrmetod levererar djupare och exaktare hål än enkelpulsborrningen. Perkussionsborrning möjliggör dessutom minder håldiameter.
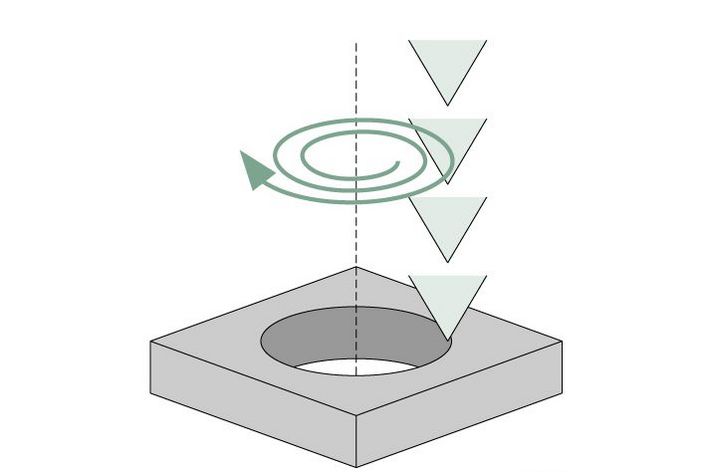
Trepaneringsborrning
Vid trepanering uppstår hålet också genom flera laserpulser. Först borrar lasern ett starthål med perkussionsborrning. Därefter förstoras starthålet genom att lasern kör över arbetsstycket i flera, allt större cirkelbanor. Den större delen av det smälta materialet drivs därmed ut ner genom hålet.
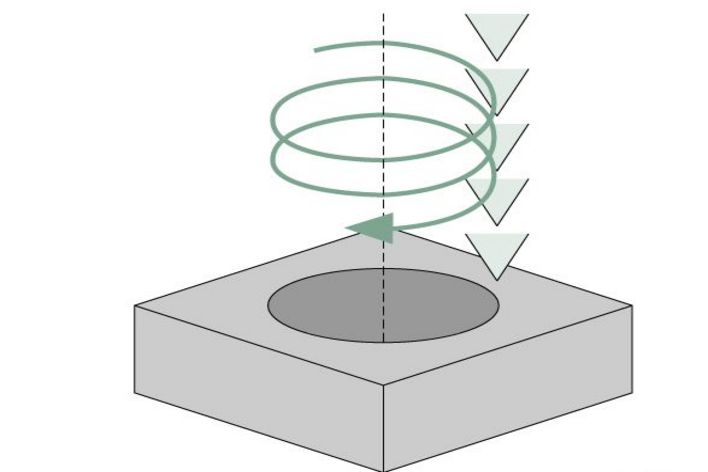
Spiralborrning
Till skillnad från trepanering skapas inte något starthål vid spiralborrning. Lasern kör i en cirkelbana över materialet redan vid de första pulserna. Därmed tränger mycket material ut uppåt. Lasern fortsätter att arbeta sig genom materialet i en spiralform. Fokus kan justeras så att den alltid är i botten av hålet. När lasern har trängt genom materialet kan den slutföra några fler varv. Detta för att utvidga hålets undersida och jämna ut kanterna. Med spiralborrning kan man skapa mycket stora och djupa borrhål med hög kvalitet.
Kontakt