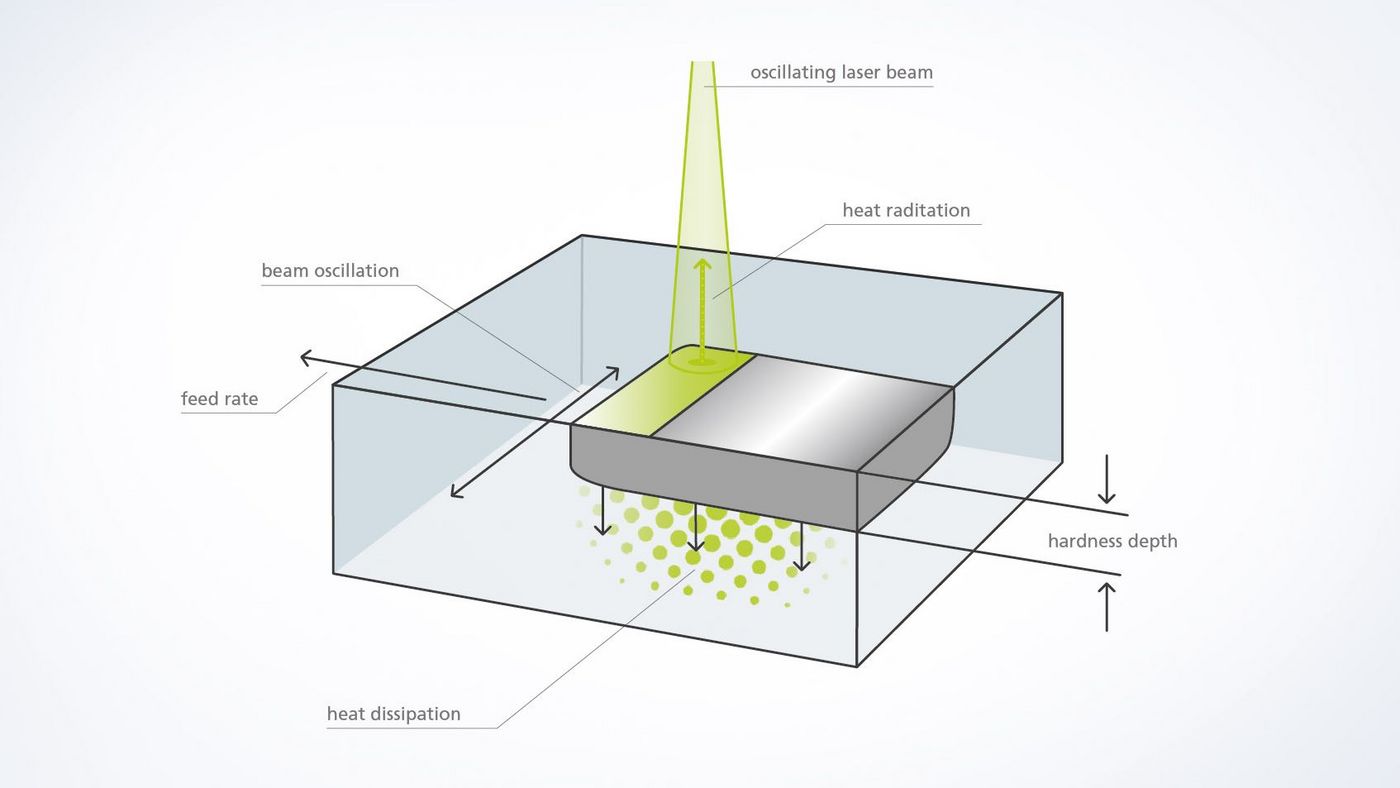
- Vid laserhärdning värms ytskiktet på ett kolhaltigt arbetsstycke av stål eller gjutjärn till knappt under smälttemperaturen, i regel till ungefär 900 till 1 400 °C. Laserstrålens effekt absorberas till ungefär 40 %. På grund av den höga temperaturen ändrar kolatomerna i metallgittret sin position (austenitisering).
- När börtemperaturen har uppnåtts flyttar sig laserstrålen och värmer ytan kontinuerligt i matningsriktningen.
- När laserstrålen flyttas kyler det omgivande materialet det heta skiktet mycket snabbt. Man talar då om självhärdning. Tack vare den snabba nedkylningen kan metallgittret inte bildas tillbaka till utgångsformen utan martensit uppstår. Detta leder till en betydande ökning av hårdheten.
- Typiska är härdningsdjup på 0,1 till 1,5 millimeter och vid många material även 2,5 millimeter och mer.

Laserhärdning
Laserhärdning är som gjord för förädling av hårt påfrestade, komplexa komponenter. På grund av den precis och lokalt begränsade värmetillförseln uppkommer nästan ingen distorsion i komponenten. Med den beröringsfria lasermetoden realiseras även applikationer som inte är möjligt med konventionella härdningsmetoder som induktions- eller flamhärdning. Bearbetningsprocessen är kan kontrolleras exakt så att även komplexa och filigrana komponenter kan härdas. Resultatet: Ytor som klarar kraftiga mekaniska och kemiska påfrestningar. Det medför betydande fördelar framför allt för verktygstillverkning, bilindustrin och lantbruksmaskiner.
Vilka fördelar har laserhärdning?
Mindre efterbearbetning
Tack vare låg värmetillförseln förblir distorsionen begränsad vilket reducerar eller eliminerar behovet av efterbearbetning.
Härdning av små och filigrana detaljer
Jämfört med alternativa metoder kan lasern även härda lokalt begränsade ytor.
Ingen distorsion
Med konventionella härdningsmetoder uppstår distorsion på grund av högre energitillförsel och efterföljande snabb avkylning men vid laserhärdning förblir komponenten nästan i originaltillstånd.
Noggrann kontroll
Tack vare laserteknologin och temperaturregleringen går det att styra värmetillförseln exakt.
Snabb genomloppstid och hög produktivitet
Tack vare berörings- och distorsionsfri bearbetning reducerar lasern genomloppstiden, förberedningsarbeten och efterbearbetning.
Fullständigt oberoende av geometrin
Med TRUMPF:s skannerteknologi går det att ändra härdningsgeometrier snabbt på komponenter "on-the-fly". I och med detta behövs ingen ombyggnad av optiken resp. av hela systemet.
Hur fungerar laserhärdning?
Tack vare laserhärdning blir en kamaxels livslängd betydligt längre. Tack vare det stora fokaldjupet kan olika nivåer bearbetas parallellt.

Bockningsverktyg som bearbetats med ytskiktshärdning klarar även hårda påfrestningar under lång tid. På grund av den precisa värmetillförseln härdas endast de områden som faktiskt utsätts för påfrestningar och slitage.
Vår produkt som passar till laserhärdning

Whitepaper



Kontakt