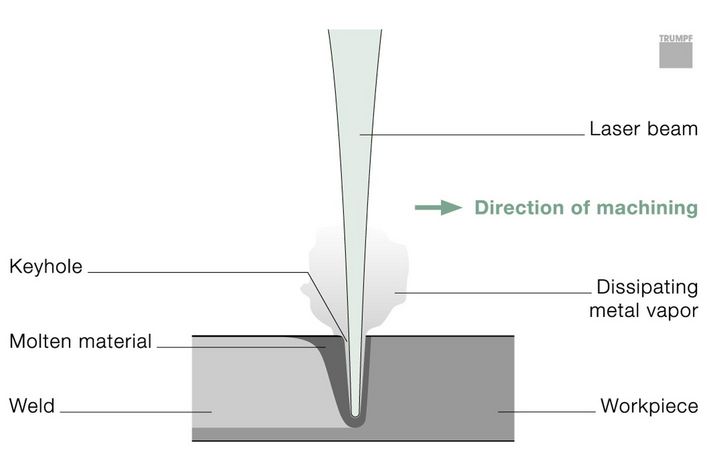
När ångan strömmar ut utövar den samtidigt ett tryck på smältan och tränger delvis undan den. Arbetsstycket smälter ännu djupare. Det bildas ett djupt, smalt, ångfyllt hål: en ångkanal – även kallat keyhole (engelska för nyckelhål). Ångkanalen är omgiven av metallsmälta. När laserstrålen rör sig över sammanfogningsstället följer ångkanalen med längs arbetsstycket. Metallsmältan flyter runt ångkanalen och stelnar på baksidan. På det här sättet bildas en smal, djup svetsfog med enhetlig struktur. Fogdjupet är upp till tio gånger större än fogbredden och kan uppgå till 25 millimeter. Laserstrålen reflekteras flera gånger mot nyckelhålets väggar. Det smälta materialet absorberar nästan laserstrålen helt och svetsprocessens verkningsgrad ökar. Vid svetsning med CO2-lasrar absorberar även ångan i nyckelhålet laserljuset och joniseras delvis. Det bildas plasma. Plasman tillför också energi till arbetsstycket. Djupsvetsning utmärker sig därmed genom hög effektivitet och hög svetshastighet. Tack vare den höga hastigheten är den värmepåverkade zonen liten och distorsionen minimal. Processen används när det krävs stora svetsdjup eller om flera lager ska svetsas samtidigt.
Djupsvetsning
För djupsvetsning behövs mycket hög effekttäthet på ungefär 1 megawatt per kvadratcentimeter. Laserstrålen smälter inte bara metallen utan skapar även ånga.
Kontakt