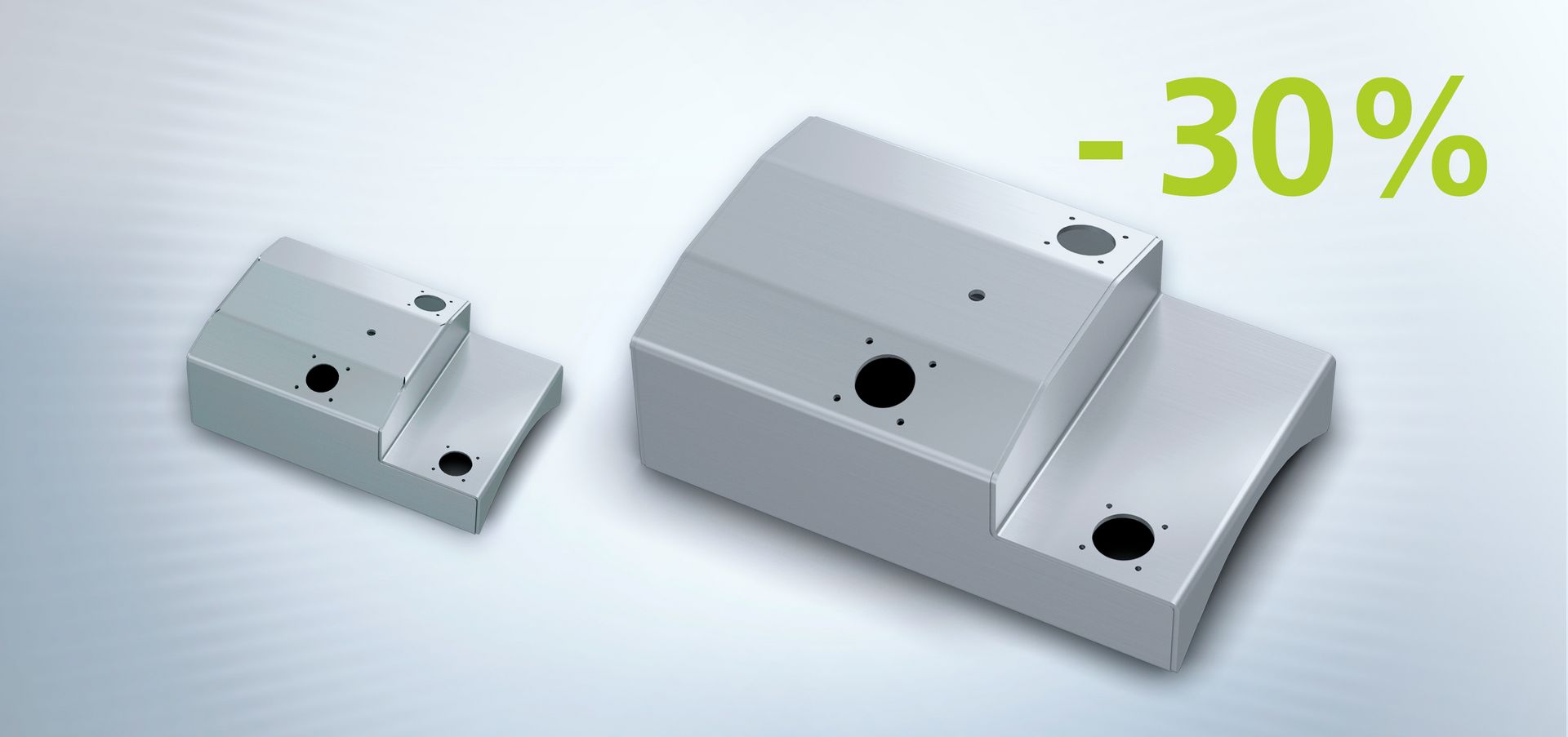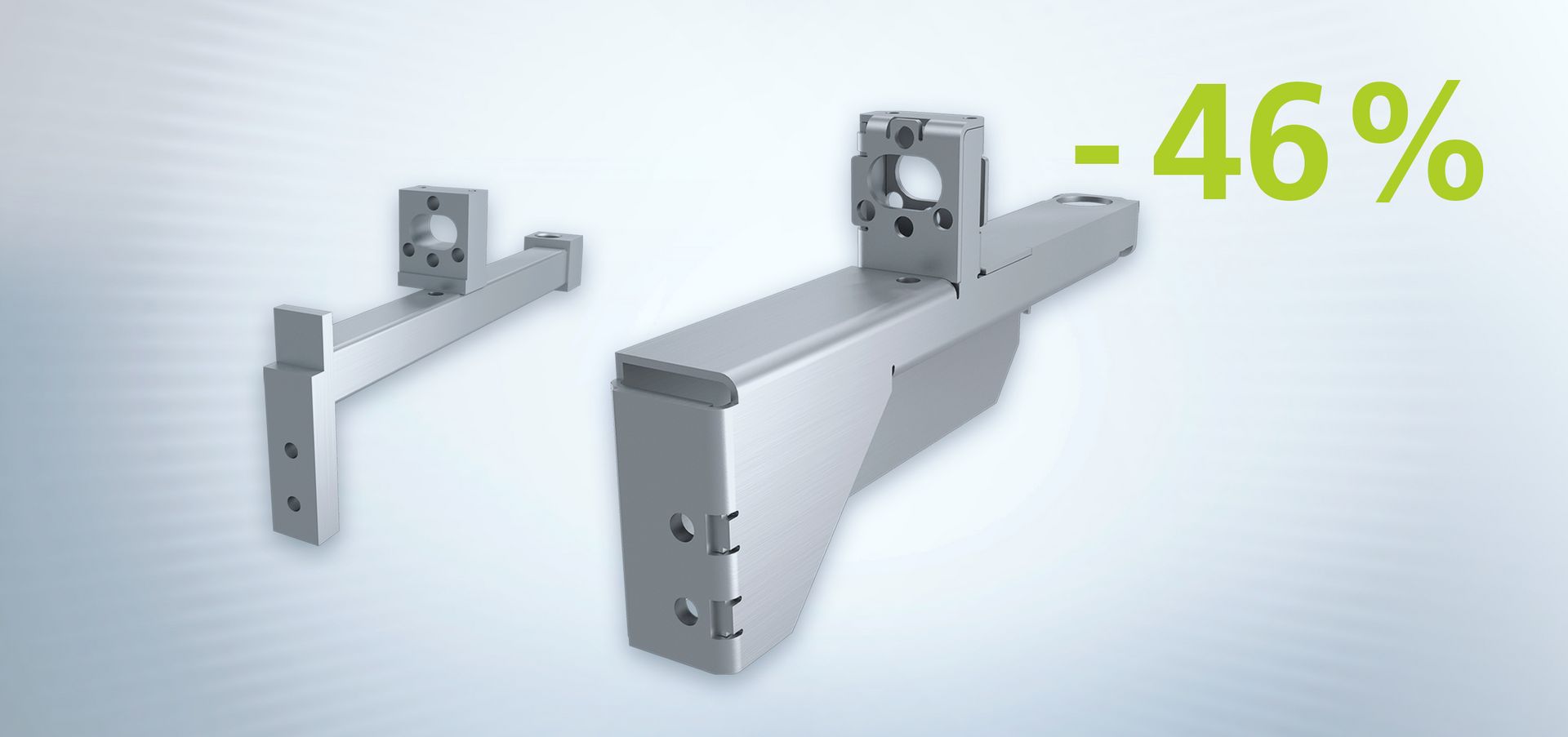
Optimerad konsol
Med rätt knep kan ni konstruera era delar mer kostnadseffektivt. Lösningen: Minska antalet enstaka detaljer och processteg. Konsolen på bilden består ursprungligen av tre delar som sätts samman med fyra svetsfogar, plus separat skurna gängor. I den nya konstruktionen tillverkas den av ett bockämne – utan svetsning. Med ytterligare en bockning kan ni även minska plåttjockleken och forma gängan direkt på stansmaskinen.