Vid elbilstillverkningen används idag uteslutande elektrolytbaserade litiumjonbatterier. Alternativa sammansättningar som fastkroppsbatterier eller andra kemiska komponenter har hittills inte uppnått nödvändig industriell mognad.
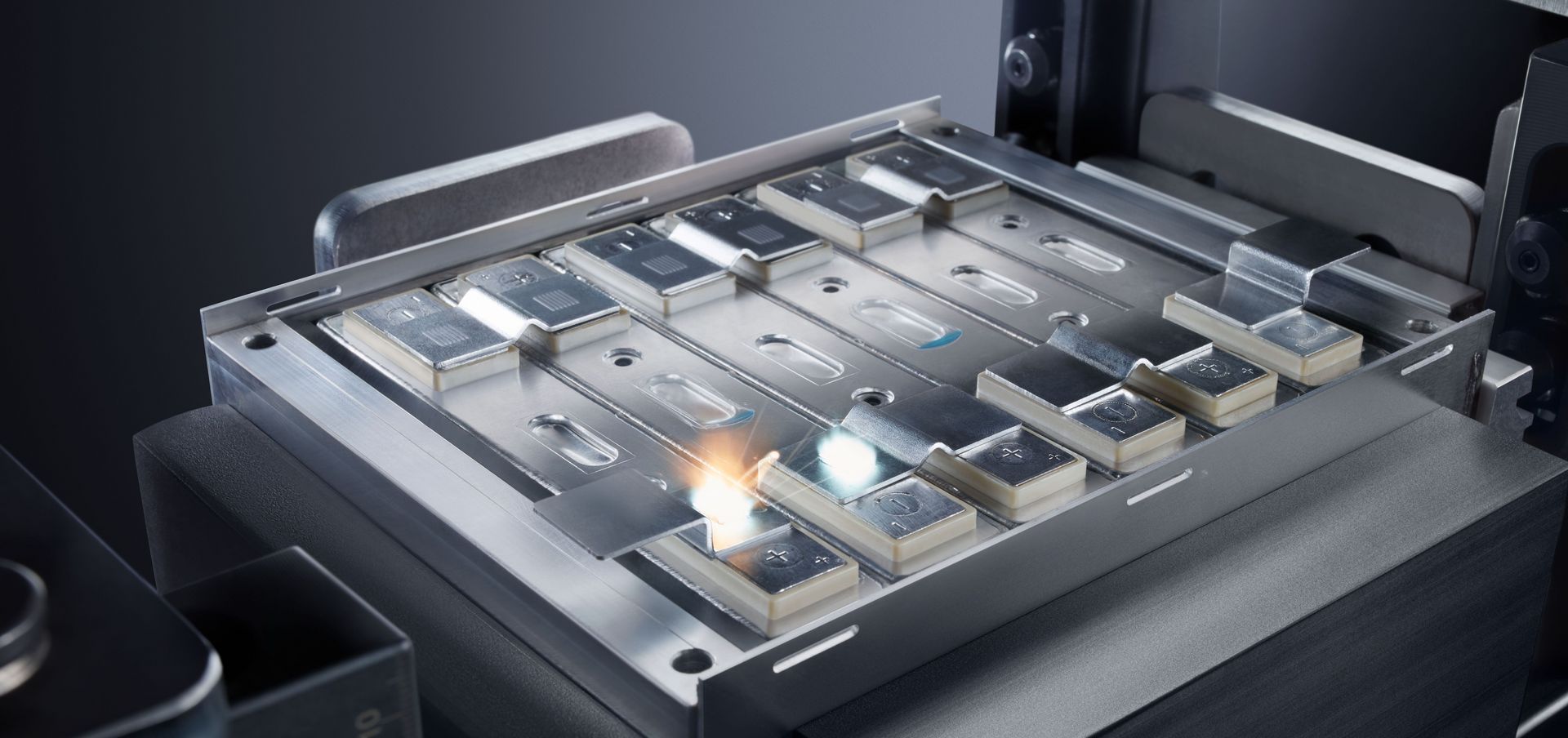
Produktionen av litiumjonbatterier är en mycket krävande och känslig process, som medför mycket höga material- och energikostnader. Därför måste tillverkningsprocessen ske mycket effektivt med stora partier och minsta möjliga kasserade detaljer. Batteribranschens högsta mål är att uppnå en hög gravimetrisk energitäthet (Wh/kg) och därmed högt miltal, vilket direkt återspeglas av elbilens räckvidd. Dessutom gäller det att utveckla och tillverka battericeller som uppfyller bilindustrins höga krav gällande säkerhet, prestanda och livslängd. Lasern som verktyg erbjuder oöverträffade fördelar när det gäller processäkerhet och effektivitet.