Rozmanitosť materiálov
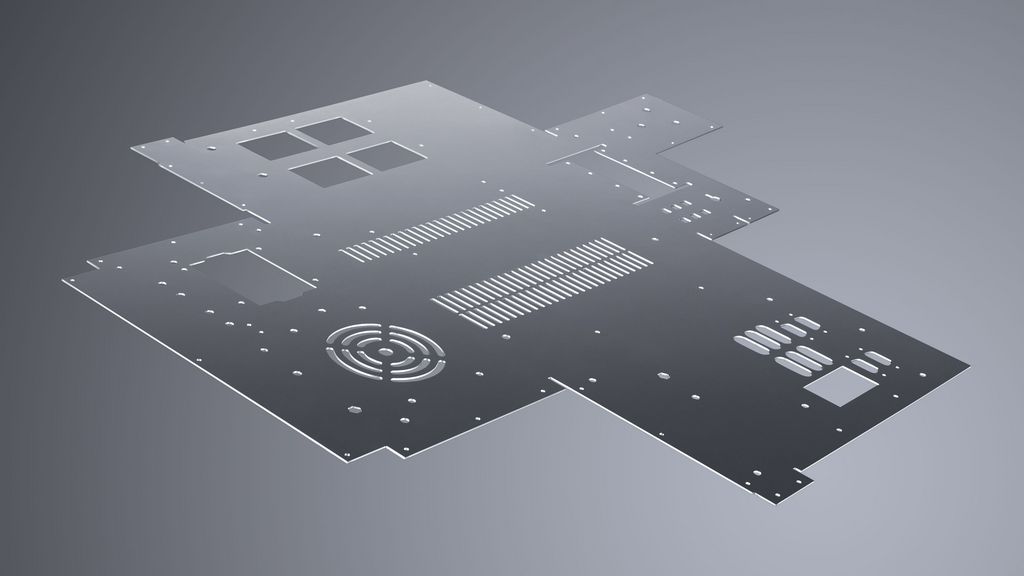
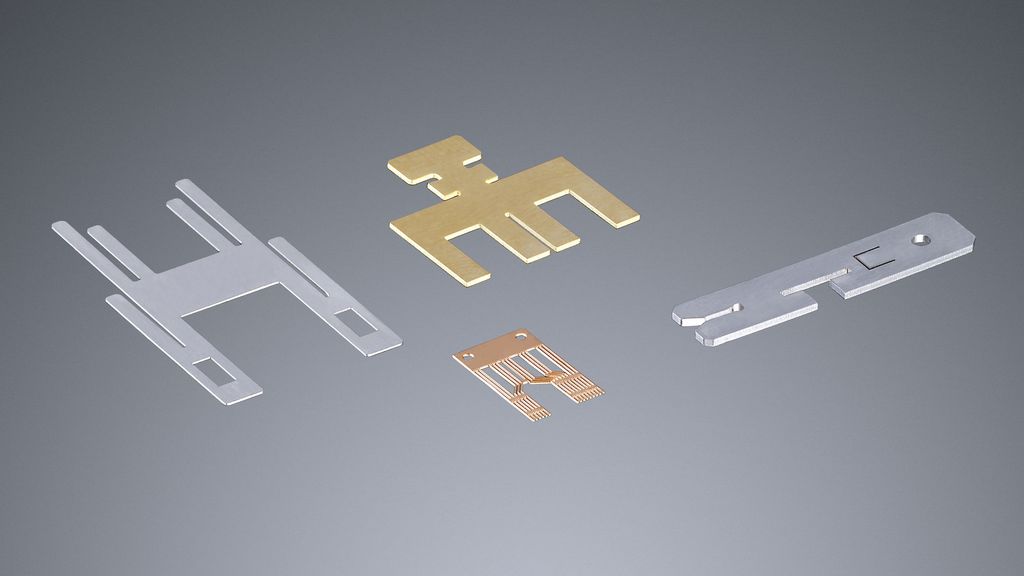
Pomocou lasera je možné bezpečne a vysoko kvalitne rezať všetky materiály bežne používané v priemyselnom obrábaní – od ocele cez hliník, nerez a plechy z farebných kovov až po nekovové materiály ako plasty, sklo, drevo alebo keramiku. Týmto nástrojom je možné rezať najrozličnejšie hrúbky plechu - od 0,5 až do viac ako 30 milimetrov. Vďaka tomuto extrémne širokému spektru materiálov je laser na prvom mieste medzi nástrojmi na rezanie, určený na množstvo aplikácií v oblasti kovov a nekovových materiálov.